
Moderne vervaardiging is afhanklik van presisie metaalstansmatryste wat die ongesonge helde is. Hulle verander eenvoudige metaalplate in ingewikkelde komponente met hoë volumes wat oral om ons heen aanwesig is, insluitend elektronika en toestelle, motorvoertuie en mediese toestelle. Ontwerp van 'n matriks wat herhaalbare akkuraatheid tot op 'n paar mikron kan lewer, is egter 'n veelstapsgewyse ingenieursproses. Ons gaan dus die hele ontwerpproses in een oorsig vereenvoudig.
1. Produk-analise & Moontlikheid: Die Kritieke Beginpunt
Die reis begin nie by die matriks nie, maar by die komponent. Die komponenttekening word deeglik deur ingenieurs ontleed:
Geometrie: Evaluering van kompleksiteit, kritieke afmetings, toleransies en moontlike vormingsprobleme (diepgetrek, skerp boë)
Materiaal: Gereedskapkragte en slytasie dui op eienskappe (sterkte, taaiheid, dikte, korrelrigting) van die materiaal.
Volume: Die verwagte produksievolume beïnvloed die keuse van matrikskonstruksiemateriaal (standaard versus geharde gereedskapstaal).
Uitvoerbaarheid: Sal die onderdeel redelik kon word? Werk die toleransies? Op hierdie stadium word moontlike probleme vroegtydig geïdentifiseer.
2. Strookindeling & Prosesbeplanning: Die pad uitzet
Wat sal die bewegingsmeganisme van die onderdeel in die matriks wees? Hierdie stap stel 'n werkvolgorde vas:
Strookindeling: Indeling van die ideale rangskikking van die onderdele op die metaalstrook om minimale afval (skroot) en gladde voeding te verseker. Dit word verteenwoordig deur pilootgate, draerweefsels en fyn nestgeleë onderdele.
Prosesvolgorde: Die volgorde waarin die bewerkings plaasvind: prikwerk (gate), uitstansing (buitervorm), buiging, vorming, trekwerk, muntstukke, ens. Elke bewerking in die matriks het 'n masjienstasie.
Stasie-telling: Balanseer kompleksiteit, onderdele en matrijssnitkoste/grootte. Progressiewe matrijse verwerk baie van die operasies in reeks soos die strook daardeur beweeg.
3. Matrijsstruktuurontwerp: Die opbou van die raamwerk
Die proses word gekarteer en sodra dit voltooi is, struktureer die ingenieurs die fisiese struktuur van die matrijs:
Matrijse: Kies van standaard of pasgemaakte boonste (pons) en onderste (matrijs) stelle, met 'n passing van rigtingstifte/busse wat perfek is.
Die Plate en Skoenontwerp: Hoe om die plate te ontwerp waarop die komponente gemonteer sal word, en hoe dit die groot tonnemassa kan hanteer sonder om te buig.
Komponentplasing: Pons, matrijse, vere, heflaaiers, sensors en rigtings moet in die regte posisies binne die struktuur wees om doeltreffend te werk en toeganklik te wees.
4. Gedetailleerde Komponentontwerp: Ingenieus presies
Hier, op die vlak van mikropresisiewetenskap:
Pons- en Malontwerp: Ontwikkeling van die spesifieke, toereikende geometrieë van snykante, vorming, insluitend nodige afstande (ongeveer 5-15 persent van die materiaaldikte, aan weerskante, op die gesnyde kante), radiusse en oppervlakafwerking. Breuk word vermy deur sterkte te bereken.
Gereedskapsinkubasie: Voorbereiding van ponse, malle, blokkies en insetsels wat gebruik word by buiging en meer ingewikkelde vorms, waar veerkragtigheid (die neiging van 'n materiaal om effens terug te buig na buiging) in ag geneem moet word.
Veër- en Hefderkies: Kies van die regte vere (drukveërs, stikstofveërs) om uitskopdruk, onderdeeluitskoping en kamterugkeer te verskaf, sodat die onderdeel se vrystelling seker gestel word.
Spye en skroewe: Bepaling van grootte en posisie om aan te dui waar die stukke bevestig moet word en hoe hulle veilig ten opsigte op mekaar geplaas moet word.
5. Simulasie en Validering: Toetsing voordat Staal Gesny word
Die moderne ontwerp maak gebruik van die potensiële krag van rekenaarsagteware om probleme vooruit te sien en te voorkom:
Vormsimulasie (EDE): Herskep die vloei van die metaal tydens vorming/trekprosesse om 'n aanduiding te gee van moontlike skeuring, kreukelvorming of verdunning. Maak geometrie-optimering vooraf moontlik voordat gereedskapvervaardiging begin.
Spanningsontleding: Dit behels bevestiging dat dele van die matriks die verwagte stanskragte kan hanteer sonder om te breek of tot ekstreme vlakke af te buig.
Paaiverifikasie: Bevestig dat daar geen botsing is tussen die stans/matriks oor die lengte van die persslag nie.
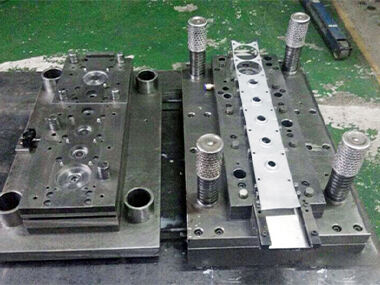
6. Vervaardiging & Monteer: Ontwerp word Lewe
Ontwerpe word in geharde staalkomponente verander deur middel van presisiesnitting (CNC-sny, slyp en draad-EDM). Bekwame matriksbouers pas, monteer en verstel hul werk noukeurig tot volmaaktheid.
7. Proefstuk & Fynafstelling: Die Bewys is in die Stanswerk
Die voltooide matriks word dan aan 'n ernstige toets op 'n persstans onderwerp:
Eerste-uit-monsters: Die eerste stukke word noukeurig volgens die tekening gemeet.
Probleemoplossing: Reageer op die probleem soos dimensionele variasie, bram, uitskietprobleme of gereedskapmerke.
Fynafstelling: Fynafstelling van stanssnye, matrikse, vere of voere om kwaliteit in elke belangrike deel te verseker.
Inhoudsopgawe
- 1. Produk-analise & Moontlikheid: Die Kritieke Beginpunt
- 2. Strookindeling & Prosesbeplanning: Die pad uitzet
- 3. Matrijsstruktuurontwerp: Die opbou van die raamwerk
- 4. Gedetailleerde Komponentontwerp: Ingenieus presies
- 5. Simulasie en Validering: Toetsing voordat Staal Gesny word
- 6. Vervaardiging & Monteer: Ontwerp word Lewe
- 7. Proefstuk & Fynafstelling: Die Bewys is in die Stanswerk