
Modern manufacturing relies on precision metal stamping dies that are the unsung heroes. They turn plain metal sheets into complex components with high volumes that are everywhere we turn, including electronics and appliances, automotive and medical devices. However, designing a die able to produce repeatable accuracy of a few microns’ accuracy is a multi-step engineering process. So, we will demystify the whole process of design in just one overview.
1. Product Analysis & Feasibility: The Critical Starting Point
The trip does not start with the die but the part. The component drawing is an object of scrupulous analysis by engineers:
Geometry: Evaluation of complexity, critical dimensions, tolerances and possible forming issues (deep drawing, sharp bend).
Material: Tooling forces and wear are informative of properties (strength, ductility, thickness, grain direction) of the material.
Volume: The expected volumes of production affect the selection of die construction material (standard vs. hardened tool steel).
Feasibility: Will the part feasibly stamp? Do tolerances work? At this stage, possible blockages are marked out early.
2. Strip Layout & Process Planning: Charting the Path
What will the mechanism of movement of the part be in the die? This step sets an order of work:
Strip Layout: Layout of the ideal lay out of the parts on the metal coil to result in minimum waste (scrap) as well as smooth feeding. These are represented by pilot holes, carrier webs and fine nesting.
Process Sequencing: what sequence the operations will occur in: piercing (holes), blanking (outer shape), bending, forming, drawing, coining etc. A machine station goes with every operation in the die.
Station Count: Trade off complexity, parts and die cost/size. Progressive dies process many of the operations in series as the strip passes through.
3. Die Structure Design: Building the Framework
The process is mapped and once that is completed the engineers structure the physical structure of the die:
Die Sets: Choosing of standard or custom upper (punch) and lower (die) sets, with a fit of guide pins/bushings perfect.
The Plates And Shoe Design: How to design the plates where the components will be mounted and how it is able to handle the great tonnage without bending.
Component Placement: Punches, dies, springs, lifters, sensors and guides need to be in proper positions within the structure to better work and be accessible.
4. Detailed Component Design: Engineering Precision
Here, at the level of the micro-precision rules:
Punch & Die Design: Evolving the specific, sufficient geometries of edge cutting, forming, including requisite clearances (approximately 5-15 percent of the material thickness, on either side, on the cut edges), radii and surface finish. Fracture is avoided by computing strength.
Tool Incubation: Preparation of punches, dies, pads, and inserts to be used when bending and more elaborate shapes, where springback (The tendency of a material to curl a little after bending) must be considered.
Spring & Lifter Selection: Selecting the right springs (compression, nitrogen) to provide stripper pressure, part ejection and cam returns, so that part release is positive.
Dowels and screws: Sizing and positioning to specify where the pieces should be attached and where they should sit in relation to each other in a secure manner.
5. Simulation & Validation: Testing Before Steel is Cut
The contemporary design uses the potential power of computer software to anticipate and forestall problems:
Forming Simulation (FEA): Recreating the flow of the metal during forming/ drawing processes to give an indication of the possible tearing, wrinkling or thinning. Enables geometry optimization prior to the commencement of tooling.
Stress Analysis: It involves confirmation that parts of the die can handle the expected stamping forces without breaking or deflecting to extreme levels.
Path Verification: Verifying that there is no collision between the punch / die over the length of the press stroke.
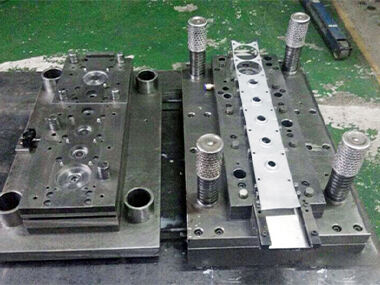
6. Manufacturing & Assembly: Bringing Design to Life
Designs are made into hardened steel components using precision machining (CNC milling, grinding and wire EDM). Talented die-makers carefully fit, assembly, and adjust their work to perfection and with precision.
7. Tryout & Fine-Tuning: The Proof is in the Stamping
The finished die is then subjected to serious test on a press stamp:
First-Off Samples: The first pieces are measured carefully by the drawing.
Troubleshooting: Responding to the problem such as dimensional variance, burrs, parts ejection issues or tool marking.
Fine-Tuning: Fine tuning of punches, dies, springs or feeds, to ensure quality in every important part.
Table of Contents
- 1. Product Analysis & Feasibility: The Critical Starting Point
- 2. Strip Layout & Process Planning: Charting the Path
- 3. Die Structure Design: Building the Framework
- 4. Detailed Component Design: Engineering Precision
- 5. Simulation & Validation: Testing Before Steel is Cut
- 6. Manufacturing & Assembly: Bringing Design to Life
- 7. Tryout & Fine-Tuning: The Proof is in the Stamping