



মোটা প্লেটের জন্য উচ্চ গতিতে সঠিক স্লিটিং লাইন
- ১. অপটিমাল ডিজাইন: সহজে চালনা করতে সম্ভব হওয়ার জন্য সামঞ্জস্যপূর্ণ ব্যবস্থাপনার গ্রহণ
- ২. অটোমেটেড এক্সেলেন্স: কার্যকারিতা এবং নির্ভুলতা বাড়ানোর জন্য সম্পূর্ণ অটোমেশন অর্জন
- ৩. ফ্রন্ট-এডজ কন্ট্রোল: উচ্চ-পারফরমেন্স মিতসুবিশি PLC সিস্টেমের একত্রীকরণ দ্বারা ব্যবস্থাপনায় উন্নতি
- ৪. প্রেসিশন এনহান্সার্স: ডিকয়োইলিং এবং রিকয়োইলিং নির্ভুলতা বাড়ানোর জন্য অপশনাল CPC & EPC সিস্টেম
- ৫. ইন্টিউইটিভ অপারেশন: ব্যবহারকারী-বান্ধব ইন্টারফেস দ্বারা সহজ ব্যবহার এবং নিরাপদতা নিশ্চিত করা
- ৬. টেইলোর্ড সলিউশন: বিশেষ প্রয়োজনের মেলে সম্পূর্ণভাবে ব্যবস্থায়িত
- ৭. গ্লোবাল সাপোর্ট: সমাধানের অন্তর্ভুক্তির জন্য আন্তর্জাতিকভাবে কমিশনিং সেবা উপলব্ধ
পণ্যের বর্ণনা
মেটাল কোয়িল স্লিটিং মেশিন
১. মেশিন বডি স্ট্রাকচার: ইন্টিগ্রেল ওয়েল্ডিং এর পর, স্ট্রেস রিলিফ অ্যানিলিং ট্রিটমেন্ট প্রয়োগ করা হয়। এটি তিনটি ৩০মিমি মোটা বড় বেইস প্লেট ব্যবহার করে মেশিনের স্থিতিশীলতা বাড়াতে হয়।
২. চমক অবসর ডিজাইন: মেশিনের শরীরে চমক-অবসর উপাদান যোগ করার জন্য খোলা আছে। মোটরটি স্ট্রিপ কাটিং মেইনফ্রেম থেকে আলাদা এবং একটি ইউনিভার্সাল জয়েন্ট শাফট দ্বারা সংযুক্ত।
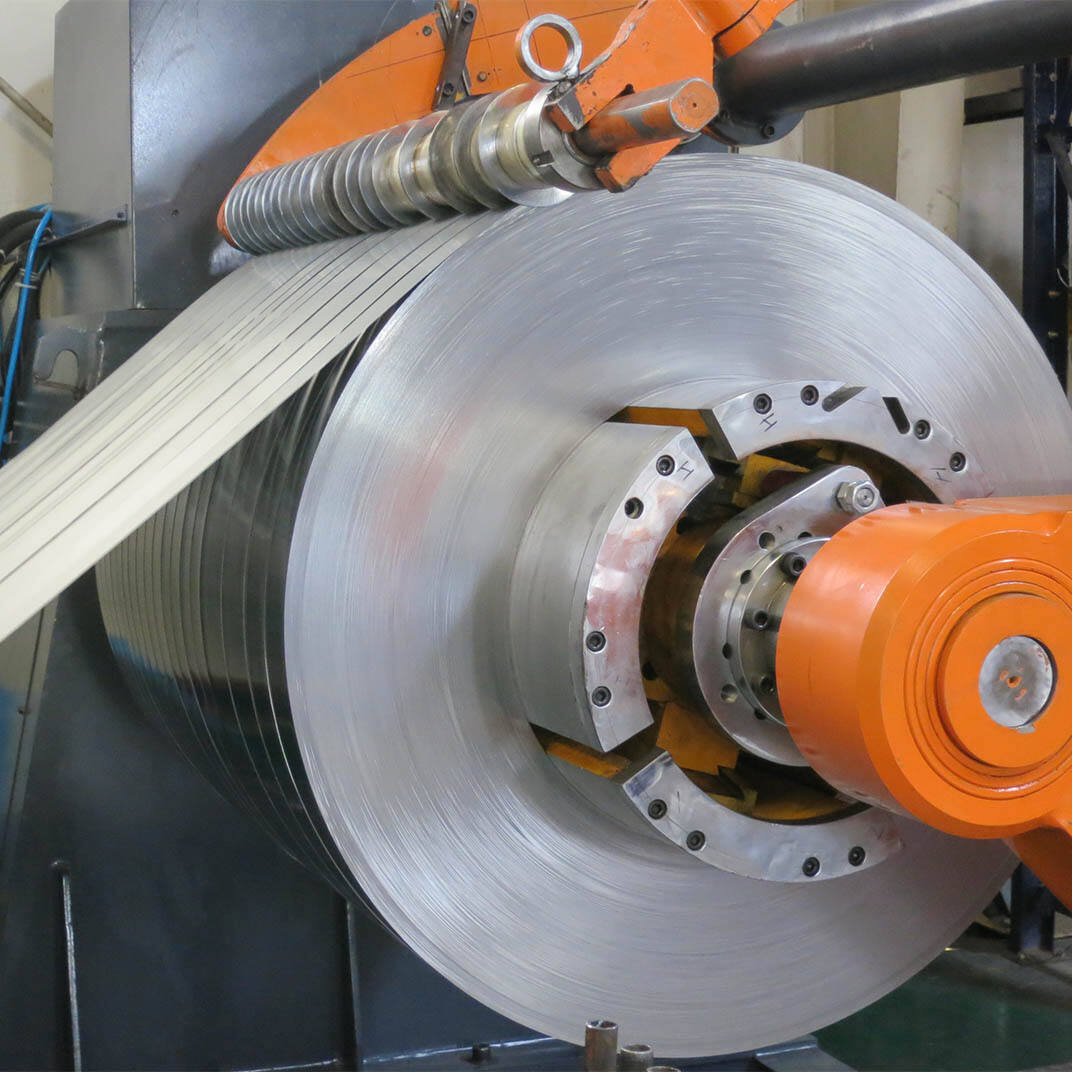
৩. কাটার শাফট ডিজাইন: নিচের কাটার শাফটটি নির্দিষ্ট, যখন উপরের কাটার শাফটটি হাতে উত্থান মেকানিজম দ্বারা চালিত। চলন্ত আর্কটি লিনিয়ার স্লাইড রেল দ্বারা ইনস্টল করা হয়েছে, যা সহজে হাতে অপসারণ করা যায় যাতে টুল চেঞ্জওভার সহজ হয়।
৪. কাটার শাফট উপাদান এবং চিকিৎসা: উপরের এবং নিচের কাটার শাফটগুলি 42CrMn ফোরজিং দ্বারা তৈরি, যা কুয়াচিং এবং টেম্পারিং চিকিৎসা পায়, এর উপরিতলের কঠিনতা HRC52-57। কাটার শাফটের ব্যাস Φ120mm (+0 বা -0.03mm), এর কার্যকর দৈর্ঘ্য 1300mm।
৫. ড্রাইভ সিস্টেম: নিচের কাটার শাফটটি AC 7.5kW ভেরিয়েবল ফ্রিকোয়েন্সি স্পিড-রিগুলেটিং মোটর দ্বারা চালিত, যার স্পিড রেঞ্জ 0-120 rpm পরিবর্তনযোগ্য। উপরের কাটার শাফট গিয়ার ড্রাইভ অपনেই করে।
৬. নিচের মুখ্য শাফটের উচ্চতা: 800mm।
৭. কাটার শাফটের সঠিকতা:
- কাটার শফট সেন্ট্রিকিটি: মাপা হয় তিনটি গেজ (বাম, মধ্য, ডান) ব্যবহার করে, সহনশীলতা ±0.01mm (নিচের কাটার শফটকে প্রধান রেফারেন্স এবং উপরের কাটার শফটকে সহায়ক হিসাবে।)
- কাটার শফট প্যারালালিজম: উভয় পাশে উপরের এবং নিচের কাটার ব্লেড সিমেট্রিকভাবে ইনস্টল করুন এবং গেজ ব্লক ব্যবহার করে ঠিক করুন। নিচের কাটার শফট উপরের কাটার শফট ঠিক করার জন্য প্রধান রেফারেন্স, সহনশীলতা ±0.01mm।
- কাটার শফট সাইড প্যারালালিজম: গেজ ব্যবহার করে কাটার শফটের শুরুর অবস্থান মাপুন, সহনশীলতা ±0.005mm।
8. কাটার ব্লেড: হার্ড অ্যালোই উপাদান ব্যবহার করার পরামর্শ দেওয়া হয়, যার কঠিনতা HRA90-95। কাটার ব্লেড এবং স্পেসারের সংমিশ্রণ কাটিং প্রয়োজনীয়তা পূরণ করতে অপটিমাইজ করুন।
(এটি মনে রাখবেন: কাটার ব্লেড এবং স্পেসার মেশিনের সাথে অন্তর্ভুক্ত নয় এবং গ্রাহকের প্রয়োজনীয়তা অনুযায়ী আলাদা ভাবে আলোচনা করতে হবে।)
থিক প্লেট প্রসিশনের জন্য উন্নত হাই-স্পিড স্লিঙ্কিং লাইন
আই. পণ্যের বর্ণনা
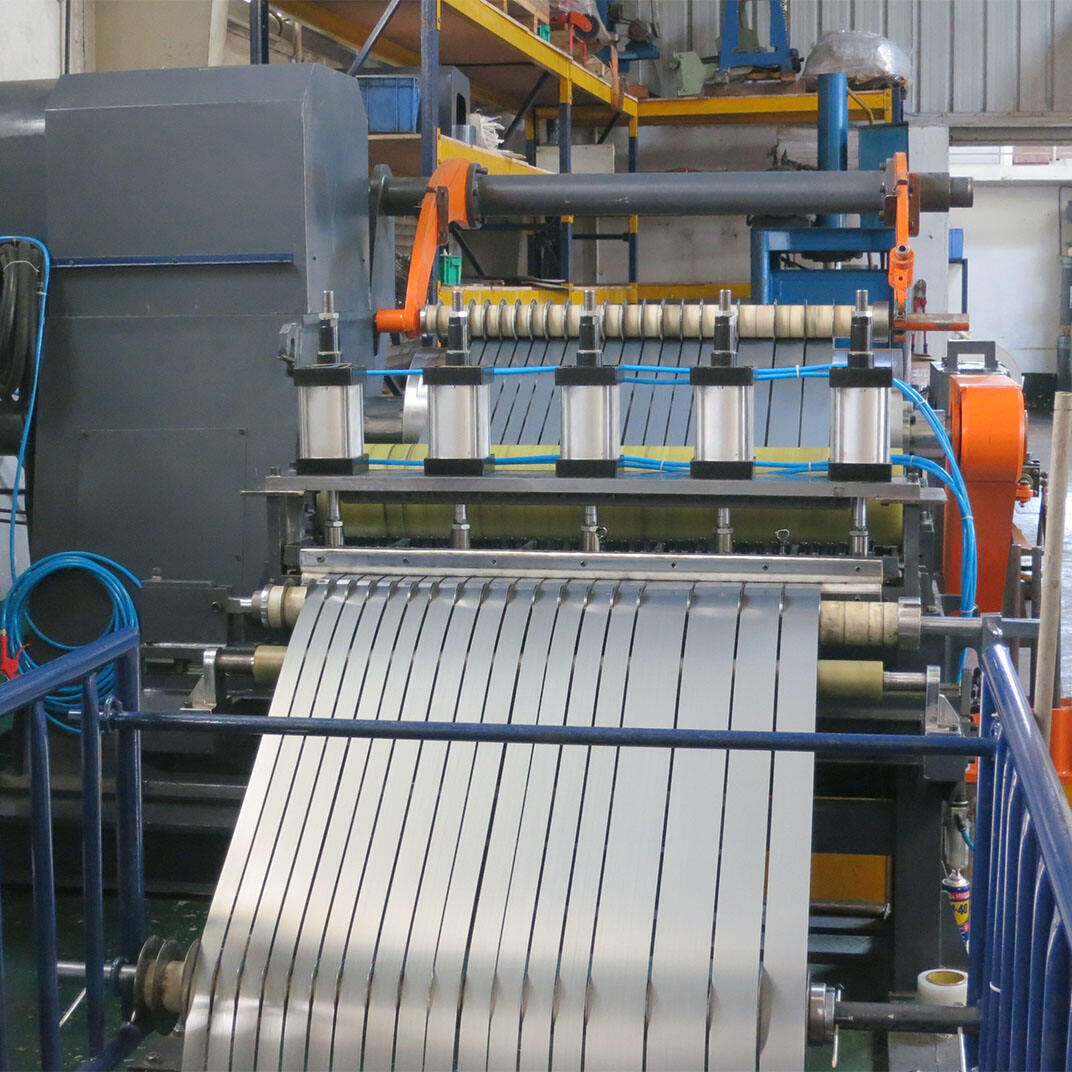
আমাদের উচ্চ-গতির স্লিটিং লাইনটি বিভিন্ন প্রকাশনা সহ কয়েল প্রসেসিং করার জন্য ডিজাইন করা হয়েছে, যা ঠিকঠাকভাবে খোলা, ছেদ করা এবং আবার ঘুরিয়ে তৈরি করা হয় যেকোনো প্রয়োজনীয় প্রস্থের কয়েল পেতে। এটি বহুমুখী, ঠাণ্ডা রোলড স্টিল, গরম রোলড স্টিল, স্টেইনলেস স্টিল, গ্যালভানাইজড স্টিল, অ্যালুমিনিয়াম, সিলিকন স্টিল, রঙিন স্টিল এবং পেইন্টেড স্টিল সহ বিস্তৃত ধাতব কয়েল প্রক্রিয়া করতে সক্ষম। এটি গাড়ি, কনটেইনার তৈরি, ঘরের প্রয়োজনীয় পণ্য, প্যাকেজিং এবং নির্মাণ উপকরণ সহ বিভিন্ন শিল্পে ব্যবহৃত হয়।
II. প্রধান বৈশিষ্ট্য
একটি সুন্দরভাবে ডিজাইন করা লেআউটের উপকারিতা নিয়ে, আমাদের স্লিটিং লাইন পুরোপুরি স্বয়ংক্রিয়ভাবে চালু থাকে, যা অত্যন্ত কার্যক্ষমতা, উৎপাদনশীলতা, নির্ভুলতা এবং গুণগত মান নিশ্চিত করে। এটি একটি দৃঢ় হাইড্রোলিক সিস্টেম, উচ্চ-শক্তির গঠন এবং যৌক্তিক সাইট কনফিগারেশনের কারণে সহজেই চলে এবং নির্ভরযোগ্য। আমরা গ্লোবাল নিয়ন্ত্রণের জন্য একটি উন্নত মিতসুবিশি PLC নিয়ন্ত্রণ সিস্টেম একত্রিত করেছি। এছাড়াও, আমাদের স্লিটিং লাইনে CPC & EPC সিস্টেমের অপশনাল ফিচার রয়েছে, যা ডিকোইলিং এবং রিকোইলিং নির্ভুলতা বাড়ানোর জন্য একটি আদর্শ সমাধান হিসেবে কাজ করে।
III. তথ্যপ্রযুক্তি নির্দেশিকা
| না, না। | মডেল | কাঁচামাল | THK (mm) | প্রস্থ (মিমি) | ID(মিমি) | OD (মিমি) | ওজন (টি) | প্রস্থ নির্ভুলতা (mm) | স্লিট নং (Pcs) | কাটা প্রস্থ (মিমি) | গতি (m/min) | ধারণক্ষমতা (KW) | ফ্লাড স্পেস (m*m) |
| 1 | 4.0x1600 |
কার্টন স্টিল স্টেইনলেস স্টীল আলুমিনিয়াম বা অন্যান্য স্টিল উপাদান |
0.5-4.0 | 800-1600 | φ৫০৮/৬১০ | ≤Φ১৫০০ | ≤25 | ≤±0.1 | ≤24 | ≥30 | ≤120 | ≈220 | ২৫x৭.৫ |
| 2 | ৬.০x৮০০ | 1.0-6.0 | 200-800 | φ৫০৮/৬১০/ ৭৬০ | ≤15 | ≤24 | ≥30 | ≤60 | ≈220 | ১৫x৫.৫ | |||
| 3 | ৬.০x১৬০০ | 1.0-6.0 | 800-1600 | ≤25 | ≤24 | ≥40 | ≤50 | ≈220 | ২৮x১০.৫ | ||||
| 4 | ৯.০x১৬০০ | 2.0-9.0 | 800-1600 | ≤Φ২০০০ | ≤25 | ≤12 | ≥60 | ≤40 | ≈265 | ২৮x১০ | |||
| 5 | ১২x২০০০ | 3.0-12.0 | 1000-2000 | ≤35 | ≤±0.5 | ≤10 | ≥200 | ≤20 | ≈285 | 36x10 | |||
| 6 | 16x2200 | 4.0-16.0 | 1000-2200 | ≤35 | ≤10 | ≥200 | ≤20 | ≈285 | 36x10 | ||||
| PS: উপরোক্ত সমস্ত বিন্যাস শুধুমাত্র তথ্যের জন্য, আপনার অনুরোধ অনুযায়ী কাস্টমাইজও করা যেতে পারে। | |||||||||||||
চতুর্থ। মূল উপাদানগুলি
(1) কয়েল গাড়ি
(2) অনকয়েলার
(3) চেপে ধরণের যন্ত্র, স্ট্রেইটেনার এবং ছেদন যন্ত্র
(4) লুপার
(5) পাশের নির্দেশনা
(6) খণ্ডিত যন্ত্র
(7) অপশনাল পুনঃ রোলার (উভয় পাশে)
(8) লুপার
(9) বিভাজক এবং টেনশন ডিভাইস
(10) পুনঃ রোলার
(11) রোলারের জন্য আনলোডিং গাড়ি
(12) হাইড্রোলিক সিস্টেম
(13) প্নিউমেটিক সিস্টেম
(14) ইলেকট্রিকাল কন্ট্রোল সিস্টেম
টেকনিক্যাল প্রক্রিয়া
কয়িল গাড়ি → খোলা → চেপে ধরা, সোজা করা এবং কয়িল হেড কাটা → লুপার → নির্দেশনা → ছেদন → পাশের অপশিস উইন্ডিং → লুপার → ম্যাটেরিয়াল প্রিডিভাইডিং, টেনশন → রিকয়েলিং → আনলোডিং গাড়ি