
تولید مدرن به قالبهای دقیق نورد فلز وابسته است که قهرمانان ناشناخته این صنعت هستند. آنها ورقهای ساده فلزی را به اجزای پیچیده با حجم بالا تبدیل میکنند که در همه جا یافت میشوند، از جمله در الکترونیک و لوازم خانگی، صنایع خودرو و دستگاههای پزشکی. با این حال، طراحی یک قالب که بتواند دقت تکرارشدنی در حد چند میکرون را تولید کند، یک فرآیند مهندسی چندمرحلهای است. بنابراین، ما کل این فرآیند طراحی را در یک مرور کلی شفاف و روشن خواهیم کرد.
1. تحلیل محصول و امکانسنجی: نقطه شروع حیاتی
سفر از قالب شروع نمیشود، بلکه از قطعه شروع میشود. نقشه قطعه مورد تحلیل دقیق مهندسان قرار میگیرد:
هندسه: ارزیابی پیچیدگی، ابعاد بحرانی، تلرانسها و مشکلات احتمالی شکلدهی (کشش عمیق، خم تیز)
ماده: نیروها و سایش ابزار به ویژگیهای ماده (استحکام، شکلپذیری، ضخامت، جهت دانه) اشاره دارند.
حجم: حجم تولید مورد انتظار بر انتخاب جنس قالب (فولاد ابزار استاندارد در مقابل سختشده) تأثیر میگذارد.
امکانسنجی: آیا قطعه بهراحتی میتواند پرس شود؟ آیا تلرانسها مناسب هستند؟ در این مرحله، موانع احتمالی از ابتدا مشخص میشوند.
2. چیدمان نوار و برنامهریزی فرآیند: ترسیم مسیر
مکانیسم حرکت قطعه درون قالب چگونه خواهد بود؟ این مرحله ترتیب عملیات را تعیین میکند:
چیدمان نوار: چیدمان بهینه قطعات روی نوار فلزی بهگونهای که حداقل ضایعات (قطعات دورریز) و همچنین تغذیه روان ایجاد شود. این موضوع با استفاده از سوراخهای راهنما، نوارهای حامل و چیدمان دقیق نشان داده میشود.
ترتیب فرآیند: توالی انجام عملیات شامل سوراخکاری (سوراخها)، برشزنی (شکل خارجی)، خمکاری، شکلدهی، کشش، علامتزنی و غیره. هر عملیات در قالب به یک ایستگاه ماشین مربوط میشود.
تعداد ایستگاهها: مبادله پیچیدگی، قطعات و هزینه/اندازه قالب. قالبهای پیشرونده بسیاری از عملیات را به صورت سریال در حین عبور نوار انجام میدهند.
3. طراحی ساختار قالب: ساختاردهی چارچوب
فرآیند مشخص میشود و پس از تکمیل آن، مهندسان ساختار فیزیکی قالب را طراحی میکنند:
مجموعههای قالب: انتخاب مجموعههای استاندارد یا سفارشی بالایی (ضربهزن) و پایینی (قالب)، با جفتبندی دقیق پینها و بوشینگهای راهنما.
طراحی صفحات و کفی: نحوه طراحی صفحاتی که قطعات روی آن نصب خواهند شد و اینکه چگونه قادر به تحمل تنهای زیاد بدون خم شدن هستند.
قرارگیری قطعات: ضربهزنها، قالبها، فنرها، بلندکنندهها، سنسورها و راهنماها باید در موقعیت مناسب داخل ساختار قرار گیرند تا بهتر کار کنند و دسترسی به آنها آسان باشد.
4. طراحی دقیق قطعات: دقت مهندسی
در اینجا، در سطح قوانین دقیق میکرو:
طراحی پانچ و دای: توسعه هندسههای خاص و کافی برای برش لبه، شکلدهی، شامل فاصلههای لازم (حدود ۵ تا ۱۵ درصد ضخامت ماده، از هر دو طرف لبههای برش)، شعاعها و پرداخت سطح. با محاسبه استحکام، از ترک خوردن جلوگیری میشود.
تولید ابزار: آمادهسازی پانچها، دایها، پدها و قطعات جاسازیشده برای استفاده در خم کردن و شکلهای پیچیدهتر، جایی که باید بازپیچش (تمایل ماده به کمی پیچیدن پس از خم شدن) در نظر گرفته شود.
انتخاب فنر و لیفترا: انتخاب فنرهای مناسب (فشاری، نیتروژنی) برای اعمال فشار به استریپر، خروج قطعه و بازگشت کام، به گونهای که رها شدن قطعه بهطور قطعی انجام شود.
میلههای مرغکی و پیچها: تعیین اندازه و موقعیت برای مشخص کردن محل اتصال قطعات و نحوه قرارگیری آنها نسبت به یکدیگر به شیوهای ایمن.
۵. شبیهسازی و اعتبارسنجی: آزمون قبل از برش فولاد
طراحی معاصر از قدرت بالقوه نرمافزارهای کامپیوتری برای پیشبینی و پیشگیری از مشکلات استفاده میکند:
شبیهسازی فرمدهی (تحلیل المان محدود): بازتولید جریان فلز در طول فرآیندهای شکلدهی و کشش برای نشاندادن احتمال پارگی، چروکیدگی یا نازکشدگی. این کار امکان بهینهسازی هندسه را قبل از شروع ساخت ابزار فراهم میکند.
تحلیل تنش: شامل تأیید این است که قطعات قالب بتوانند نیروهای انتظاری حکاکی را بدون شکستن یا انحراف بیش از حد تحمل کنند.
تأیید مسیر: بررسی اینکه در طول حرکت پرس، تداخلی بین سنبه و ماتریس وجود نداشته باشد.
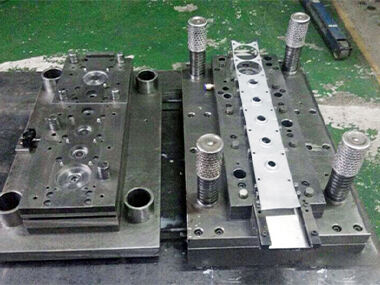
6. ساخت و مونتاژ: به واقعیت پیوستن طراحی
طراحیها با استفاده از ماشینکاری دقیق (فرزکاری CNC، سنگزنی و تراشکاری سیمی EDM) به قطعات فولاد سختشده تبدیل میشوند. متخصصان ماهر قالب با دقت زیاد قطعات را سرجای خود قرار میدهند، مونتاژ کرده و تنظیمات لازم را با دقت انجام میدهند.
7. آزمون و تنظیم نهایی: اثبات صحت کار در فرآیند حکاکی
قالب تمامشده سپس تحت آزمون جدی در یک پرس حکاکی قرار میگیرد:
نمونههای اولیه: قطعات اولیه با دقت فراوان و مطابق نقشه اندازهگیری میشوند.
عیبیابی: پاسخگویی به مشکلاتی مانند تغییرات ابعادی، حالت لبههای تیز، مشکلات خروج قطعات یا علائم ابزار.
تنظیم دقیق: تنظیم دقیق قالبها، ماتریسها، فنرها یا سیستمهای تغذیه، برای اطمینان از کیفیت در هر قطعه مهم.
فهرست مطالب
- 1. تحلیل محصول و امکانسنجی: نقطه شروع حیاتی
- 2. چیدمان نوار و برنامهریزی فرآیند: ترسیم مسیر
- 3. طراحی ساختار قالب: ساختاردهی چارچوب
- 4. طراحی دقیق قطعات: دقت مهندسی
- ۵. شبیهسازی و اعتبارسنجی: آزمون قبل از برش فولاد
- 6. ساخت و مونتاژ: به واقعیت پیوستن طراحی
- 7. آزمون و تنظیم نهایی: اثبات صحت کار در فرآیند حکاکی