
La fabrication moderne repose sur des matrices de découpage métallique de précision, véritables héros méconnus. Elles transforment des tôles métalliques simples en composants complexes en grandes quantités, présents partout autour de nous, dans l'électronique, les appareils électroménagers, l'automobile et les dispositifs médicaux. Toutefois, concevoir une matrice capable de produire une précision répétable à quelques microns près est un processus d'ingénierie en plusieurs étapes. Nous allons donc démystifier l'ensemble du processus de conception en une seule vue d'ensemble.
1. Analyse du produit et faisabilité : Le point de départ critique
Le processus ne commence pas par la matrice, mais par la pièce. Le plan du composant fait l'objet d'une analyse minutieuse de la part des ingénieurs :
Géométrie : Évaluation de la complexité, des dimensions critiques, des tolérances et des problèmes éventuels de formage (emboutissage profond, pliage serré)
Matériau : Les efforts d'outillage et l'usure fournissent des informations sur les propriétés (résistance, ductilité, épaisseur, sens de laminage) du matériau.
Volume : Les volumes de production prévus influencent le choix du matériau de construction de la matrice (acier à outils standard ou durci).
Faisabilité : La pièce peut-elle être emboutie de manière réaliste ? Les tolérances sont-elles adaptées ? À ce stade, les éventuels obstacles sont identifiés précocement.
2. Implantation de la bande et planification du processus : Tracer le chemin
Quel sera le mécanisme de déplacement de la pièce dans la matrice ? Cette étape établit un ordre de travail :
Implantation de la bande : disposition optimale des pièces sur la bobine métallique afin de minimiser les pertes (chutes) et assurer une alimentation fluide. Cela s'exprime par des trous pilotes, des pontets porteurs et un nesting précis.
Séquencement du processus : ordre dans lequel se dérouleront les opérations : poinçonnage (trous), découpage (forme extérieure), pliage, formage, emboutissage, repoussage, etc. Chaque opération correspond à une station-machine dans la matrice.
Nombre de postes : Équilibre entre complexité, nombre de pièces et coût/taille des outillages. Les outils progressifs effectuent de nombreuses opérations en série au fur et à mesure du passage de la bande.
3. Conception de la structure de l'outillage : Construction du cadre
Le processus est cartographié et, une fois cette étape terminée, les ingénieurs définissent la structure physique de l'outillage :
Ensembles d'outillages : Choix d'ensembles supérieurs (poinçons) et inférieurs (matrices) standards ou sur mesure, avec un ajustement parfait des goupilles de guidage/bushings.
Conception des plaques et semelles : Comment concevoir les plaques sur lesquelles les composants seront montés, et comment garantir qu'elles supportent sans fléchir les fortes charges en tonnes.
Disposition des composants : Les poinçons, matrices, ressorts, extracteurs, capteurs et guides doivent être correctement positionnés dans la structure pour un fonctionnement optimal et un accès facilité.
4. Conception détaillée des composants : Précision en ingénierie
Ici, au niveau des règles de précision microscopique :
Conception de poinçons et matrices : Évolution des géométries spécifiques et appropriées pour la coupe d'arête, le formage, incluant les jeux nécessaires (environ 5 à 15 pour cent de l'épaisseur du matériau, de chaque côté, sur les bords coupés), les rayons et l'état de surface. La rupture est évitée en calculant la résistance.
Préparation des outils : Préparation des poinçons, matrices, tampons et inserts destinés à être utilisés lors du pliage et de formes plus complexes, où le ressaut élastique (la tendance d'un matériau à se recourber légèrement après le pliage) doit être pris en compte.
Sélection des ressorts et extracteurs : Choix des ressorts adéquats (à compression, à l'azote) afin d'assurer la pression du déchargeur, l'éjection de la pièce et le retour des cames, garantissant ainsi un relâchement sûr de la pièce.
Goupilles et vis : Dimensionnement et positionnement pour préciser où les éléments doivent être fixés et comment ils doivent s'assembler les uns par rapport aux autres de manière sécurisée.
5. Simulation et validation : Tester avant que l'acier ne soit usiné
La conception moderne exploite la puissance potentielle des logiciels informatiques pour anticiper et prévenir les problèmes :
Simulation de mise en forme (EFM) : Recréer l'écoulement du métal pendant les procédés de formage/emboutissage afin d'évaluer les risques de déchirure, de plissement ou d'amincissement. Permet l'optimisation de la géométrie avant le début de la fabrication des outillages.
Analyse des contraintes : Vérification que les composants de la matrice peuvent supporter les forces d'estampage prévues sans se rompre ni se déformer excessivement.
Vérification du trajet : S'assurer qu'il n'y a pas de collision entre le poinçon et la matrice sur toute la course de la presse.
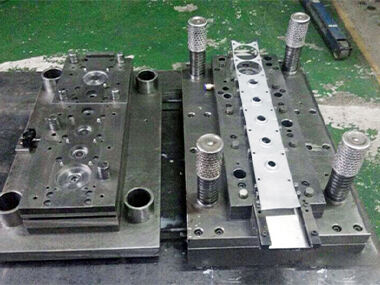
6. Fabrication et assemblage : concrétiser le design
Les conceptions sont réalisées en composants en acier trempé à l'aide d'usinage de précision (fraisage CNC, rectification et découpage par fil EDM). Des monteurs-outilleurs qualifiés assemblent, ajustent et mettent au point leur travail avec soin et précision.
7. Réglage et affinage : la preuve par l'estampage
La matrice terminée est ensuite soumise à un test rigoureux sur une presse d'estampage :
Échantillons initiaux : Les premières pièces sont mesurées soigneusement conformément au plan.
Dépannage : Répondre au problème tel qu'une variance dimensionnelle, des bavures, des problèmes d'éjection des pièces ou des marques d'outil.
Réglage fin : Ajustement précis des poinçons, matrices, ressorts ou alimentations, afin d'assurer la qualité de chaque pièce importante.
Table des Matières
- 1. Analyse du produit et faisabilité : Le point de départ critique
- 2. Implantation de la bande et planification du processus : Tracer le chemin
- 3. Conception de la structure de l'outillage : Construction du cadre
- 4. Conception détaillée des composants : Précision en ingénierie
- 5. Simulation et validation : Tester avant que l'acier ne soit usiné
- 6. Fabrication et assemblage : concrétiser le design
- 7. Réglage et affinage : la preuve par l'estampage