
Manufaktur modern bergantung pada cetakan stamping logam presisi yang merupakan pahlawan tanpa tanda jasa. Mereka mengubah lembaran logam polos menjadi komponen kompleks dalam volume tinggi yang ada di mana-mana, termasuk elektronik dan peralatan rumah tangga, otomotif, serta perangkat medis. Namun, merancang cetakan yang mampu menghasilkan akurasi berulang dalam hitungan mikron adalah proses rekayasa bertahap. Oleh karena itu, kami akan membongkar misteri seluruh proses desain dalam satu tinjauan umum.
1. Analisis Produk & Kelayakan: Titik Awal yang Krusial
Perjalanan tidak dimulai dari cetakan, melainkan dari komponennya. Gambar komponen dianalisis secara cermat oleh para insinyur:
Geometri: Evaluasi terhadap kompleksitas, dimensi kritis, toleransi, dan kemungkinan masalah pembentukan (deep drawing, lipatan tajam).
Material: Gaya alat dan keausan memberikan informasi mengenai sifat-sifat (kekuatan, kelenturan, ketebalan, arah butir) dari material.
Volume: Volume produksi yang diharapkan memengaruhi pemilihan material konstruksi die (baja alat standar vs. baja alat keras).
Kelayakan: Apakah bagian tersebut dapat dicetak dengan layak? Apakah toleransi sesuai? Pada tahap ini, kemungkinan hambatan ditandai sejak dini.
2. Tata Letak Strip & Perencanaan Proses: Menentukan Jalur
Bagaimana mekanisme pergerakan bagian dalam die? Langkah ini menetapkan urutan pekerjaan:
Tata Letak Strip: Tatanan susunan ideal bagian-bagian pada gulungan logam agar menghasilkan limbah (bekas potongan) seminimal mungkin serta pengumpanan yang lancar. Hal ini direpresentasikan oleh lubang pilot, web pembawa, dan nesting halus.
Pengurutan Proses: urutan operasi yang akan dilakukan: piercing (lubang), blanking (bentuk luar), bending, forming, drawing, coining, dll. Setiap operasi dalam die memiliki stasiun mesin tersendiri.
Jumlah Stasiun: Kompromi antara kompleksitas, jumlah komponen, dan biaya/ukuran die. Die progresif memproses banyak operasi secara seri saat strip melewati die.
3. Desain Struktur Die: Membangun Kerangka
Proses dipetakan dan setelah selesai, insinyur merancang struktur fisik dari die:
Die Set: Pemilihan set atas (punch) dan bawah (die) standar atau khusus, dengan pasangan pin penuntun/bushing yang sempurna.
Desain Plat dan Alas: Cara merancang plat tempat pemasangan komponen serta kemampuannya menahan beban tonase besar tanpa melengkung.
Penempatan Komponen: Punch, die, pegas, lifter, sensor, dan penuntun harus berada pada posisi yang tepat di dalam struktur agar dapat bekerja lebih baik dan mudah diakses.
4. Desain Komponen Terperinci: Ketepatan Teknik
Di sini, pada tingkat aturan presisi mikro:
Desain Punch & Die: Mengembangkan geometri khusus dan memadai untuk pemotongan tepi, pembentukan, termasuk jarak bebas yang diperlukan (sekitar 5-15 persen dari ketebalan material, di kedua sisi, pada tepi potong), radius, dan kehalusan permukaan. Patah dicegah dengan menghitung kekuatan.
Inkubasi Peralatan: Persiapan punch, die, pelat, dan sisipan yang akan digunakan saat proses bending dan bentuk yang lebih rumit, di mana springback (kecenderungan material melengkung sedikit setelah dibengkokkan) harus dipertimbangkan.
Pemilihan Pegas & Lifter: Memilih pegas yang tepat (kompresi, nitrogen) untuk memberikan tekanan stripper, pelepasan komponen, dan pengembalian cam, sehingga pelepasan komponen menjadi pasti.
Pasak dan sekrup: Penentuan ukuran dan penempatan untuk menentukan di mana bagian-bagian harus dilekatkan dan posisinya satu sama lain secara aman.
5. Simulasi & Validasi: Pengujian Sebelum Baja Dipotong
Desain kontemporer menggunakan kekuatan potensial perangkat lunak komputer untuk mengantisipasi dan mencegah masalah:
Simulasi Pembentukan (FEA): Mereplikasi aliran logam selama proses pembentukan/penarikan untuk memberikan indikasi kemungkinan robek, kerutan, atau penipisan. Memungkinkan optimasi geometri sebelum dimulainya pembuatan peralatan.
Analisis Tegangan: Melibatkan konfirmasi bahwa bagian-dari die dapat menahan gaya stamping yang diharapkan tanpa patah atau melendut pada tingkat ekstrem.
Verifikasi Jalur: Memverifikasi bahwa tidak terjadi tabrakan antara punch / die sepanjang langkah press.
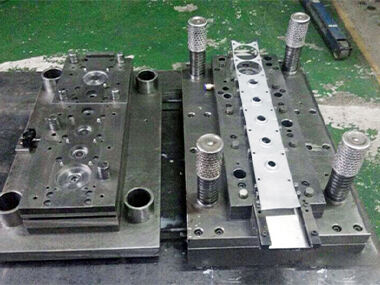
6. Manufaktur & Perakitan: Mewujudkan Desain
Desain diwujudkan menjadi komponen baja keras menggunakan permesinan presisi (penggilingan CNC, gerinda, dan EDM kawat). Pengrajin die secara cermat memasang, merakit, dan menyesuaikan pekerjaan mereka hingga sempurna dan presisi.
7. Tryout & Penyetelan Halus: Bukti Berada pada Proses Stamping
Die yang selesai kemudian dikenai pengujian serius pada mesin press stamp:
Sampel Pertama: Bagian-bagian pertama diukur secara cermat sesuai gambar.
Pemecahan Masalah: Merespons masalah seperti variasi dimensi, duri (burrs), masalah pelepasan komponen, atau bekas alat pada produk.
Penyempurnaan: Menyetel ulang secara halus terhadap punch, die, pegas, atau pengumpan untuk memastikan kualitas pada setiap bagian yang penting.
Daftar Isi
- 1. Analisis Produk & Kelayakan: Titik Awal yang Krusial
- 2. Tata Letak Strip & Perencanaan Proses: Menentukan Jalur
- 3. Desain Struktur Die: Membangun Kerangka
- 4. Desain Komponen Terperinci: Ketepatan Teknik
- 5. Simulasi & Validasi: Pengujian Sebelum Baja Dipotong
- 6. Manufaktur & Perakitan: Mewujudkan Desain
- 7. Tryout & Penyetelan Halus: Bukti Berada pada Proses Stamping