
Дәлдік бойынша қосу машинасы қандай?
Точнік панчыруушы прес - әдеттегі формалайтын машина, жоғары дәлдікпен металдық шабуылдардың құралы ретінде құрылған. Оның пластик формалайту және кесу әдістері пайдаланылады, ол жоғары өлшемдік дәлдікке, тез қатынастарға және бір панчыруу операциясында күрделі түрлерді құруға мүмкіндік береді. Точнік панчыруушы преслер атомобилдер, мотоциклдер, үй құрылғылары, канцелярия құралдары, қол құралдары, сапар құралдары, электроника және басқа салаларда үлкен көлемде өнімдерді өндіру үшін кеңінен қолданылады. Бұл преслер автоматтык кормушылармен интегралдау арқылы автоматты өнімдер қатарын қамтамасыз етуге мүмкіндік береді.
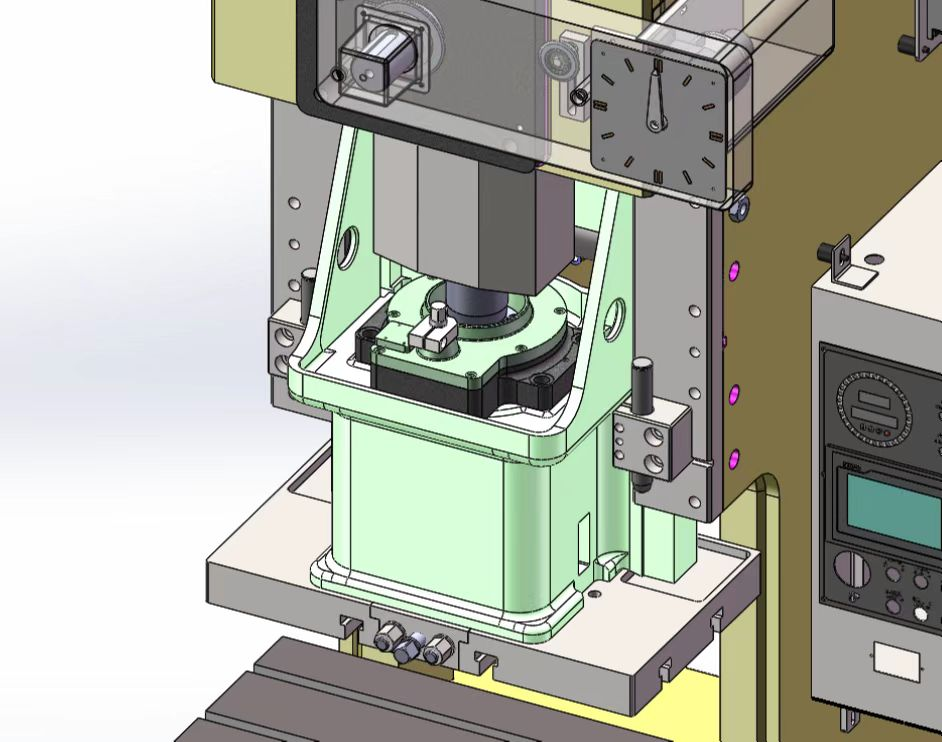
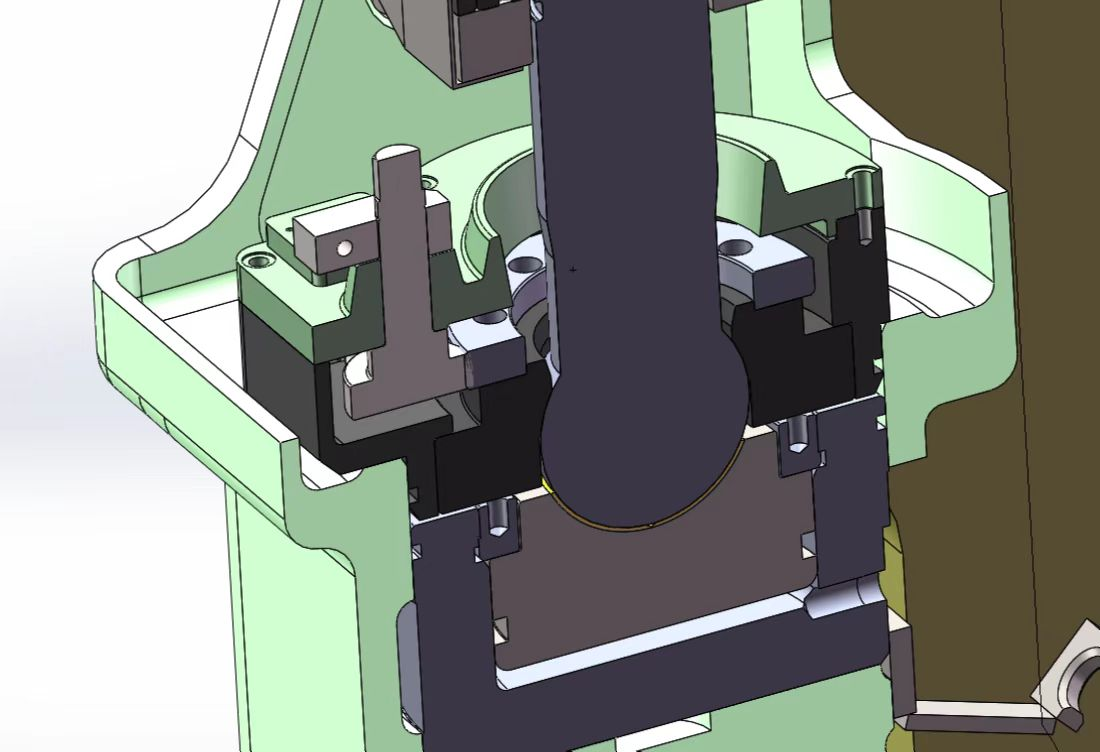
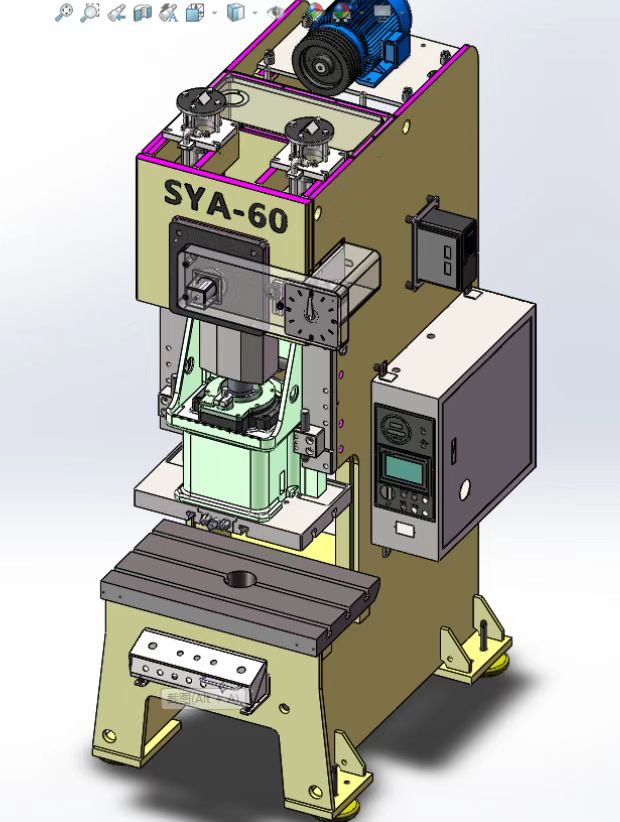
1. Көрініс
1.1 Дәлдік бойынша шығару құрылғысы: Өте жоғары деңгейде қызмет ететін машина, дәлдікпен формалау мүмкіндігі бар, оның ішінде пластик төртіру мен кесу әдістерінің комбинациясы пайдаланылады, бір қадамда дәл өлшемге сәйкес детальдер жасауға мүмкіндік береді және жақты қатынастармен және ыстық беттермен. Бұл машиналар қызметі, араласу, төменгі энергия сапары мен көптеген мүмкіндіктерімен белгілі.
1.2 Сапасы: Дәлдікпен шығарылған детальдер T7-T8 сипаттамасына дейінгі терезелерге жетуге мүмкіндік береді, ал кесім беттерінің қорықтылығы Rao 0.8-0.4 μm дейінгі деңгейде болуы мүмкін.
1.3 Еффективдылық: Құбырлар, цептік колесілер және кампостар сияқты күрделі детальдер бір шығару операциясы арқылы сонына дейін жасалады, осылайша фреза, торфырка немесе буршық әрекеттері сияқты қосымша машиналардың қажеттілігін ондық есе азайтады, производительностьды ондық есе арттырады.
1.4 Төмен шакты пайдалану: Жылдамдық бойынша үйрету машиналарына салыстырғанда, дәлірек үйретудің энергиясы таза болады және процестен кейінгі ыстамалылық өңдеу қажет емес деп табылатын жағдайлар бар, ол қатарымен барлық энергия пайдалануын азайтады.
2. Қолданбалар
Дәлірек үйрету технологиясы көптеген отрасельдерде пайдаланылады, олардың арасында:
2.1 Автомобиль: Автомобильдік компоненттерді үлгілеу, мысалы, кеңістік бөліктері, мотордың бөліктері және кіші дәлірек бөліктері.
2.2 Мотоциклдер: Кереметтер, аралар және басқа metallік бөліктер.
2.3 Үйдік техника: Сырғыздар, жатық машиналары және кондиционерлер сияқты құрылғылардың бөліктері.
2.4 Электроника: Жасалуы металдық корпустар, байланыштықтар және есептестік құрылғылар мен электроника үшін басқа компоненттер.
2.5 Басқа санаттар: Текстиль, агротехника, өлшеу құралдары және басқалары.
Традиционалық таңба, шынырға немесе машиналанған детальдер саны қазір дәлдікпен шынырға немесе гибрид процестер арқылы жасалуда.
3. Дәлдікпен шынырға пресінің негізгі плюстары
Қандай да бір тәсілдік преслерге салыстырғанда, дәлдікпен шынырға преслер бірнеше айырмашылық плюстар таңбалайды:
3.1 Кеңістік тиімділігі: Өзге дәрежедегі борын машинасының аймағы оңтүстік борын машинасымен салыстырғанда жартыға тигізген, кеңістік тиімділігін арттырды және заводтық пландықты пайдалануға мүмкіндік береді.
3.2 Энергия тиімділігі: Өзге дәрежедегі борын машинасының жалпы энергия сапары 14KW-ға тең, ал оңтүстік машина 30KW сапарында жұмыс істейді, бұл энергия сақтауын өзгертеді.
3.3 Жоғары шуы жоқ: Өзге дәрежедегі борын машиналары оңтүстік машиналардан кездейсоқ шуы деңгейінде жұмыс істейді, бұл еңбек ететін қоршаған қорғанысқа және ұзақ уақытқа дейінгі жұмыс уақытына мүмкіндік береді.
3.4 Бір операциялық формалау: Оңтүстік борын машиналары сондай-ақ қосымша өңдеу қадамдарына қажет емес, өйткені өзге дәрежедегі борын машиналары бір операцияда элементтерді формалаудың мүмкіндігін береді.
3.5 Жылдамдық: Өзге дәрежедегі борын машиналары минутта 30 басқауға дейінгі жылдамдыққа қол жеткізді, сондай-ақ өнімдерге сәйкес жылдамдықтарды өзгертуге мүмкіндік береді.
3.6 Қозғалыс салыстырмалы операциялар: Дәлдік бойынша шаңғалаушы преслер әртүрлі режимтерде жұмыс істей алады, олардың арасында нүктелік операция, бір өту және толық автоматты өту бар. Шаңғалау өтініші мен циклі кері келген өнімдерге сәйкес келетін үшін өзгертіледі, сонымен қатар, традиционалдық шаңғалаушы престерге салыстырғанда операциялық гибділікке ие болады.
4. Дәлдік шаңғалаушы преслер түрлері
4.1 Кранк прес: Ең жиі кездесетін түр, кранк вал механикасын пайдаланады. Ол кесу, қабырғалау, шығу және қырғау процесстеріне қол жеткізуге мүмкіндік береді.
4.2 Кранксіз прес: Басқа атауымен эксцентрик шарнир прес, ол кранк престен қарағанда жоғары осьдік жеке және суықталуға ие, бірақ бағасы жоғары. Ол ұзын өтінішті қолданбалар үшін идеалды.
4.3 Шарнир прес: Шарнир механизмін пайдаланады, ол донарықтағы жылдамдықпен қарағанда артықшылыққа ие, осылайша, шығарма процесстері үшін, мысалы, шаңғалау және жоғары сапасында бітіру, әсіресе суықтағы қырғауда.
4.4 Сыртқы басқырушы: Сыртқы передача және спиральды механизм қолданады. Көпшілікпен қолданылатын, бірақ кем дәлдік және аз өнімділік себептілерімен сыртқы басқырушылар азығы түсірілуде.
4.5 Винттік басқырушы: Винт механизми арқылы қозгалатын, ұлғай дәлдікке із бар мәселелер үшін танымал қолданылады.
4.6 Рак压 Пресс: Рак-тіршілік механизмін пайдаланады, гидравликалық пресспен бірдей, бірақ жұмыс негізгі принципі оңтүстік тәртіптегі өзгерген. Кейбір уақыт бұрын басу және шығындыру операцияларында пайдаланылған, бірақ көпшілікпен гидравликалық пресспен ауыстырылды.
4.7 Сызықтық Пресс: Сызықтық механизмі бар, оның ізденімділігі кері жолмен қамтиды және цикл уақыты кемітіледі, производительностьді арттырады. Тікбұрышты контейнерлердің қалыптау процесінде кеңінен қолданылады.
4.8 Кам Пресс: Кам механизмін пайдаланады, слайд қозғалысын басқару үшін, кішкентай, төмен күшті операциялар үшін ең қарай болады, бірақ оның күші және қабілеті шектелген.
5. Күтім және күтім
5.1 Тазарту: Центрлік баған, слайд қызметкерлері мен қалып таснамасын қораптардан босатып, зиян бермеу және жылдам қозғалуын сақтау үшін тиімді.
5.2 Жұмбақтау: Бір ай пайдаланудан кейін, летучық пен кормеушіге жұмбақ (мысалы, жұм) қою арқылы ішкі жұмысқа қарсы қорғау қажет. Кейінгі техникалық қызметтер кезінде регулярлық жұмбақтау қажет.
5.3 Масло ауыстыру: Бір айдағы пайдаланудан кейін, содан кейін қатардың ішіндегі циркуляциялық мағаны ауыстырыңыз және соңғы тәсілдік пен тез өтуге ұстау үшін ондағы аралықта.