




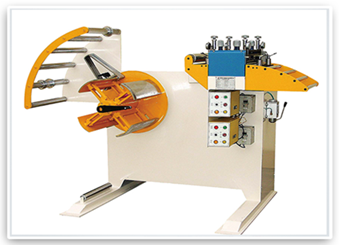
ລະບົບປ້ອນເຄື່ອງປ້ອນລວງໂລຫະແບບ 2 ໃນ 1 GO-C Straightener With Uncoiler ສຳລັບຄວາມຫນາຂອງແຜ່ນ: 0.3mm~1.5mm
ແບ່ງປັນ
Uncoiler/sraightener machine
ບັນທຶກພື້ນທີ່
ຄວາມແມ່ນຍໍາສູງ
ລາຍລະອຽດສິນຄ້າ
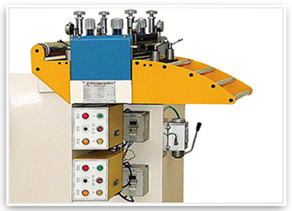
ການແກ້ວໄຂ້ອງເຄື່ອງ ແລະ Decoiler
ຄຸນສົມບັດ
1. ການປະສົມຜູ້ງຮູບແບບແລະເຄື່ອງເປັງໄດ້ຫຼຸດພື້ນທີ່ຕິດຕັ້ງ, ການຫຼຸດຂົນຫຼັງໃນການເປັງເຄື່ອງຈັກຢ່າງຖືກຕ້ອງ, ແລະສູງສຸດການປະຕິບັດຂອງເຄື່ອງ.
2. ລູກຄ້າແລະເຄື່ອງເປັງຈັດການແຍກຕ່າງໆໂດຍມີຄາບຄົນຄົງທີ່ແຍກຕ່າງ, ຕໍ່ມາມີຄວາມສາມາດຂອງ frequency converter, ຕື່ມການປະຕິບັດແລະສະຫນິດການປ໊ອດເຄື່ອງ, ເພື່ອປ້ອງກັນການປ່ຽນແປງຫຼືການປ່ຽນແປງທີ່ເกີດຈາກພິນພົນພາຍນອກ.
3. ເຄື່ອງທັງສອງໃຊ້ການສົ່ງຜ່ານແຫວນປະຈຳແລະການສົ່ງຜ່ານເຕັມດ້ວຍເ{o}ມ, ກັບກຳລັງປ້ອງກັນການເ揮້ນໄປຂ້າງຫຼັງຂອງລ໊ອງຂ້າງເທິງແລະການເສຍແຫ່ງຂອງວัດຖຸ.
4. ເຄື່ອງມີໂມງສະແດງເລກຢູ່ລົ້ມ, ຕົວນີ້ຊ່ວຍໃຫ້ພົບສະຖານທີ່ຂອງການແກ້ໄຂໄດ້ຄົບຖ້ວນ.
5. ການເພີ່ມລົ້ມກັບຄວາມເຂົ້າແຂງຂອງລ໊ອງແກ້ໄຂ, ຜູ້ການແກ້ໄຂທີ່ດີກວ່າ.
6. ການເພີ່ມສ່ວນປະກອບຂອງລະບົບເພີ່ມຄວາມຍາວຂອງເຄື່ອງ.
7. ກຳລັງສຳລັບການແກ້ໄຂຮັບວັດຖຸຖືກແຍກແລະຄື່ອງກັບກຳລັງສະເພາະ, ກັບກຳລັງປ້ອງກັນການເສຍແຫ່ງຄັ້ງທີສອງແລະເພີ່ມຄຸນຫົນຂອງສິນຄ້າທີ່ຖືກດູງ.

·ສ່ວນຈັບສິ້ນ
1. ຫົວເຄື່ອງອອກແບບແບບມ້ວນຄູ່, ມີມ້ວນຮັບເຊີນທັງໝົດ 15 ອັນ (7 ອັນຢູ່ເທິງ ແລະ 8 ອັນຢູ່ລຸ່ມ).
2. ການໃຊ້ສີ່ຈຸດ micro-adjustment, ໄດ້ເປັນການແກ້ວໄຂທີ່ເພີ່ມຄວາມເປັນຫລາຍຂຶ້ນສຳລັບການປະຕິບັດຜົນຕໍ່ທີ່ມີຄວາມຖືກຕ້ອງສູງ. ການສົ່ງເຂົ້າແລະການໂອນອອກໃຊ້ສີ່ຈຸດການແກ້ວໄຂຄວາມດຸຮູ້ດສະຫຼັບເອງ, ເປັນການປ້ອງກັນບໍ່ໃຫ້ມີຄວາມເສຍແຫຼັງແລະແປງ.
3. ລົດລໍຖ້າສັງຄົມມີການເຮັດໂດຍເສັ້ນທີ່ບໍ່ມີການເຮັດ, ເຮັດໂດຍເສັ້ນທີ່ບໍ່ມີການເຮັດ, ແລະມີພື້ນທີ່ຕ້ານການເສີມແລະການເສີມ. ອີງໃສ່ເຄື່ອງເຄື່ອງ, ເຮັດໃຫ້ມີການເ-article-ຂອງໂລກຟ້າມ.
4. ການໃຊ້ຫົວມືສະເພາແຮງໄຟ້ອງ ເປັນການທຳສະເພາໂດຍການຫຼຸດຄວາມຮ້ອນເພື່ອສົ່ງຜົນໃຫ້ມີລູກສັນແຫ່ງປະຕິບັດ.
5. ການຕິດຕັ້ງແຈກປ່ອງຄໆເປີ້ງຢູ່ທັງສອງຂ້າງຂອງສ່ວນການສົ່ງເພື່ອການປ່ອງກັນ ແລະ ມີຫນໍ້າກັບສຳລັບການສັງເຫັນທີ່ສະດວກ.
·ໜ້າສູບ
1. ລໍ້າໜ້າສູບຖືກສ້າງຂຶ້ນຈາກເหลັກສູ້ນແຮງ ເຊິ່ງໄດ້ຮັບການ tratait ຄວາມຖີ່ແຫ່ງກາງ ແລະ ການຫຼຸດຄວາມຮ້ອນເພີ່ມເຕີມ ເພື່ອສົ່ງຜົນໃຫ້ຄວາມແຂງຂອງພື້ນໜ້າບໍ່ໝູນ HRC58 ເພື່ອສົ່ງຜົນໃຫ້ຄວາມແຂງຂອງເສັ້ນສາມາດເປັນໄປໄດ້.
2. ອຳນວຍ GCr15 ໄດ້ຖືກໃຊ້, ທີ່ໄດ້ຮັບການ tractament ຄວາມຮ້ອນກ່ອນ (spheroidizing annealing) ແລະ ການຕັ້ງ, milling, treatment ຄວາມຖີ່ແຫ່ງກາງ, rough grinding, cold stabilization, precision grinding, ແລະ ການຫຼຸດຄວາມຮ້ອນເພີ່ມເຕີມ. ການນີ້ສົ່ງຜົນໃຫ້ຄວາມແນ້ງ, concentricity, smoothness, ແລະ hardness ເພີ່ມຂຶ້ນ ເພື່ອສົ່ງຜົນໃຫ້ຄວາມຍາວຂອງຊີວິດຂອງລໍ້າໜ້າສູບ.

·ໂຄສະນະເກີາ
ການປະຕູ້ອາຫຼາຍແມ່ນເຂົ້າໃນຂັ້ນตอนດັ່ງນີ້: ການປະຕູ້ອາຫຼາຍຄືນ - ການປະຕູ້ພື້ນທີ່ສົ່ງ - ການຮ້ອງຄວາມຮ້ອນ - ການລົບພື້ນທີ່. ການປະຕູ້ຄືນແມ່ນການປະຕູ້ໂດຍການລົບ, ເຖິງຈະມີການແນນເສັ້ນເພື່ອເພີ່ມຄວາມສາມາດໃນການປະຕູ້, ເພື່ອສະຫນານການຕັດ. ທຳມະຊາດຕາມແຜນອາຫຼາຍ, ການປະຕູ້ຄືນຈະຖືກເຮັດ, ເຖິງຈະມີການປະຕູ້ຫຼັງຄືນທີ່ມີການຕັດ, ມິນ, ແລະ ການຫົບເພື່ອໄດ້ຮັບຮູບແບບອາຫຼາຍພื้ນຖານ. ເຖິງຈະມີການຮ້ອງຄວາມຮ້ອນເພື່ອເພີ່ມຄວາມແຂງແຮງຄວາມເຄື່ອນໄຫວ. ເຖິງຈະມີການປະຕູ້ຄວາມແນວໜ້າສຸດທີ່, ເພື່ອເພີ່ມພື້ນທີ່ອ່າງແລະຮູບແບບອາຫຼາຍ. ໂດຍການປະຕູ້ເຫຼົ່ານີ້, ອາຫຼາຍຂອງພວກເຮົາສາມາດເຖິງລະດັບ 6, ຄືມີຄວາມຕ້ອງກັບສູງ, ຄວາມແຂງແຮງສູງ, ແລະມີຊີວິດການໃຊ້ງານຍາວ.
·ສ່ວນແຮມ
1. ເຄື່ອງມືນີ້ແມ່ນການລົງທະນິຍົມຂອງເຫຼົ່າແລະຫົວຕູ້ແຈ້ງ, ອີງໃສ່ການປຸ້ມໃຊ້.
2. ເຟີມສ້າງຂຶ້ນໂດຍໃຊ້ຄະນະເຫຼືອງ, ແລະທັງໝົດແຜນການແມ່ນຕັດໂດຍເສັ້ນແຫວງຫຼືປະລານ, ຕຳແໜ່ງຄວາມຖືກຕ້ອງສູງແລະອຸປະກອນທີ່ດີ.
3. ທຸກໆສ່ວນຖືກປະເພດໂດຍການຄົ້ນຫາ (NC) ແລະ ການຄົ້ນຫາໂດຍຄອມພິວເຕอร໌ (CNC) ເພື່ອສົ່ງຜົນໃຫ້ຄວາມສາມາດໃນການແປງປັງທີ່ດີ.
4. ສານປະສານທັງໝົດແມ່ນง່າຍ, ແລະການພິມແລະແທນແປງອຸປະກອນສ້າງໄດ້ໂດຍພະນັກງານເทັກນິກທົ່ວໄປ, ມັນແມ່ນສະຫງົບ, ຄວາມເรັ່ງແລະຫຼຸດຄຸນຄ່າການແທນແປງຫຼາຍ.


·Electrical Control box
1. ອຸປະກອນສ້າງໂດຍໃຊ້ເສີມແຫຼືອງແລະເສັ້ນທີ່ເປັນເຫຼືອງທັງໝົດ, ແລະເສັ້ນສົ່ງຄວາມປອດໄພ, ຕຳແໜ່ງຄວາມແຂງແຮງຍາວ.
2. ອຳນວຍດ້ວຍ relays ທີ່ມີ circuit delay ກາຍເປັນຄວາມປອດໄພ, ກັບ contacts ທີ່ເປັນສານພັນເງິນ, ມີຫຼາຍ adjustment dials, ກາຍເປັນຄວາມສາມາດໃນການແກ້ວໄຂ້ range ຂອງ delay.
3. ໂຫຼມໄດ້ແມ່ນລະບົບສະພາບການເຄືຂຸ້ມທີ່ມີຟັງຊັນຈອງຕົວເອງ. ຄຳເນີນປິດແລະປິດເປັນສະຖານະທົ່ວໄປໃຊ້ຮ່ວມກັບສະຕຣຸກເຕີກັບກັນ, ເປັນການຍິນຍັນການເຮັດວຽກ 2 ປົກແລະມີການຕັ້ງຄ່າກັບກັນແລະການຕິດຕັ້ງທີ່ປ້ອງກັນການຫນຸ່ມ.
4. ການໃຊ້ປຸ່ມກົດທີ່ຕົວເອງສຳລັບການກົດຄືນໂດຍອົງການແບບໜຶ່ງແລະຂະຫນາດກາງ ຄຳຕິດໄດ້ຮັບການອອກແບບໃນຮູບແບບສ່ວນປະສານທີ່ມີຈຸດສິ່ງສິນທີ່ເປັນການສິ່ງສິນ ເພື່ອໃຫ້ມີຄວາມສົງເສີງສູງ ມີຄວາມສາມາດທີ່ຈະເອົາໃນອົງການຫຼາຍ ແລະມີຊີວິດຍາວສູງສຸດ 1 ລ້ານວົງ.
·ສ່ວນພະລັງ
1. ອຳນວຍໃຊ້ການຟັງ 80-ປະເພດ ກຳປະຍາມຕັ້ງແຕ່, ການຕັ້ງຄ່ານີ້້ມີການປ່ຽນແປງຄວາມເรັ່ງຂອງກຳປະຍາມເພື່ອລົດຄວາມເรັ່ງຂອງມັດຕິ (ເຄື) ເຖິງຄວາມເรັ່ງທີ່ຕ້ອງການ, ເນື່ອງຈາກການໄດ້ຮັບຄວາມແຂງຂອງກຳປະ.
2. ບໍລິສື່ທີ່ຕັ້ງແນວຕຳເມືອງ ເປັນພິเศດດ້ວຍການສຸ່ງຫຼັງແລະເສີງເຄື່ອນໄຫວຕ່ຳ. ຕົວເຮົາທີ່ຖືກຈັບຢູ່ມີໂຄຍເຊິ່ງເປັນເຄື່ອງຂຽນເສັ້ນທີ່ມີຊີວິດຍືນຍຸ່ງສິບເທົ່າຂອງໂຄຍທົ່ວໄປ. ການຕິດຕັ້ງບານເບີຣ໌ທີ່ທັງສອງແຜນ ເພີ່ມການຫຼຸດຄວາມເສີງແລະເກັບອຸນຫະພູມຕ່ຳ.
ຂໍ້ມູນສະເພາະ:
| ແບບລະບົບ | G0-200C | GO-300C | G0-400C |
| ພະລັງງານຂອງເຄື່ອງປ່ອຍ | 1.5kw | 1.5kw | 2.25ກວ. |
| ພະລັງງານຂອງເຄື່ອງຮັບເຊີນ | 0.37kw | 0.75kw | 0.75kw |
| ນ້ຳໜັກຂອງວັດຖຸດິບ | 1T | 1.5T | 2T |
| ຄວາມຍາວຂອງເສື່ອ່ | 200mm | 300mm | 400mm |
| ຄວາມຫນາຂອງວັດສະດຸ | 0.3-1.5ມ | ||
| ເສັ້ນຜ່າກາງຂອງຂດັ | φ450-530mm | ||
| ເສັ້ນຜ່າສູນກາງຂອງຂດ | φ1200mm | ||
| ຄວາມໄວໃນການຂະໜານ | 0-16ມ/ນາທີ | ||
| ລໍ້ຮຽນຕຳແໜ່ງ | φ32*15,ດ້ານເທິງ 7/ດ້ານລຸ່ມ 8 | ||
| ການປັບຕຳແໜ່ງໃນການຮຽນ | ປັບຕາມຈຸດ 4 ແຫ່ງ | ||
| ການບັນຄຸບລູບ | ແຖບສຳຜັດ | ||
| ແບບປະຕິບັດ | ວິທີການໃຊ້ | ||
| ແບບອິນດັກຊັນ | ແບບຕາຕະລາງ induction | ||