
Moderne productie is afhankelijk van precisie metaalstansmatrijzen, de onbekende helden. Zij transformeren platte metalen platen tot complexe onderdelen in hoge volumes, overal om ons heen – in elektronica en apparaten, automotive en medische toestellen. Het ontwerpen van een matrijs die herhaalbaar precisie op micronniveau kan produceren, is echter een meerstaps ingenieursproces. Daarom nemen we het gehele ontwerpproces voor u in één overzichtelijke uitleg onder handen.
1. Productanalyse & haalbaarheid: Het cruciale startpunt
De reis begint niet met de matrijs, maar met het onderdeel. De onderdeeltekening wordt grondig geanalyseerd door ingenieurs:
Geometrie: Beoordeling van complexiteit, kritieke afmetingen, toleranties en mogelijke vormgevingsproblemen (dieptrekken, scherpe bochten)
Materiaal: Gereedschapskrachten en slijtage geven informatie over de eigenschappen (sterkte, ductiliteit, dikte, korrelrichting) van het materiaal.
Volume: De verwachte productiehoeveelheden beïnvloeden de keuze van het matrijzenbouwmateriaal (standaard versus gehard gereedschapsstaal).
Haalbaarheid: Kan het onderdeel haalbaar worden gestanst? Werken de toleranties? In dit stadium worden mogelijke knelpunten vroegtijdig aangegeven.
2. Stripindeling & Procesplanning: Het uitstippelen van de weg
Hoe zal het onderdeel zich verplaatsen in de matrijs? Deze stap bepaalt de volgorde van werkzaamheden:
Stripindeling: Indeling van de optimale positie van de onderdelen op de metalen strip om minimale verspilling (afval) en een soepele aanvoer te verkrijgen. Dit wordt weergegeven door pilootgaten, draagbanden en fijn nesting.
Procesvolgorde: de volgorde waarin de bewerkingen plaatsvinden: boren (gaten), afknippen (buitenomtrek), buigen, vormen, trekken, coining, enz. Aan elke bewerking in de matrijs is een machinestation gekoppeld.
Aantal stations: Afweging tussen complexiteit, onderdelen en kosten/afmetingen van de matrijs. Progressieve matrijzen verwerken veel bewerkingen in serie terwijl de strip doorgaat.
3. Ontwerp van de matrijsstructuur: Het opbouwen van het kader
Het proces wordt in kaart gebracht en zodra dat is voltooid, ontwerpen de ingenieurs de fysieke structuur van de matrijs:
Matrijzensets: Keuze voor standaard of op maat gemaakte boven- (pons) en ondermatrijzen (matrijs), met een perfecte pasvorm van geleidingpennen/buskussens.
Platen- en schoenontwerp: Hoe de platen waarop de componenten worden gemonteerd moeten worden ontworpen en hoe deze bestand zijn tegen hoge tonnages zonder te buigen.
Plaatsing van componenten: Ponsen, matrijzen, veren, hefmechanismen, sensoren en geleidingen moeten op de juiste plaats binnen de structuur worden geplaatst om optimaal te functioneren en toegankelijk te zijn.
4. Gedetailleerd componentontwerp: Precisie-engineering
Hier, op het niveau van micro-precisie regels:
Pons- en matrijzenontwerp: Ontwikkeling van de specifieke, voldoende geometrieën voor snijden van randen, vormgeving, inclusief vereiste spelingen (ongeveer 5-15 procent van de materiaaldikte, aan beide zijden, op de gesneden randen), radii en oppervlakteafwerking. Breuk wordt voorkomen door sterkte te berekenen.
Gereedselinbouw: Voorbereiding van ponsen, matrijzen, drukplaten en inzetstukken voor gebruik bij buigen en complexere vormen, waarbij terugvering (de neiging van een materiaal om na het buigen licht op te krullen) in overweging moet worden genomen.
Veermeting en hefboomselectie: Selectie van de juiste veren (compressie-, stikstofveren) om stripperdruk, onderdelafruiming en camretour te garanderen, zodat de onderdeelafgifte betrouwbaar is.
Fouten en schroeven: Afmetingen en positionering om aan te geven waar de onderdelen bevestigd moeten worden en hoe ze ten opzichte van elkaar veilig moeten worden geplaatst.
5. Simulatie en validatie: Testen voordat er in staal wordt gesneden
Het hedendaagse ontwerp maakt gebruik van de kracht van computertoepassingen om problemen voor te zien en te voorkomen:
Vormsimulatie (EEM): Het recreëren van de stroom van het metaal tijdens vorm-/trekprocessen om een indicatie te geven van mogelijke scheuren, kreuken of uitdunnen. Maakt geometrie-optimalisatie mogelijk voordat de gereedschapsbouw wordt gestart.
Spanningsanalyse: Bevestigt dat delen van de matrijs de verwachte stanskrachten kunnen weerstaan zonder te breken of extreem te vervormen.
Baananalyse: Verifiëren dat er geen botsing is tussen de stans/matrijs over de gehele slaglengte van de pers.
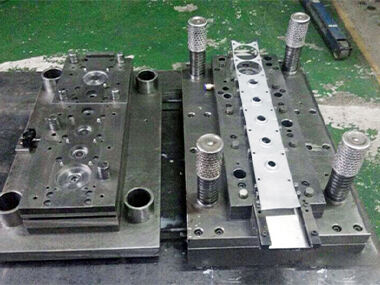
6. Fabricage & Assemblage: Ontwerp tot leven wekken
Ontwerpen worden gerealiseerd als gehard staal onderdelen middels precisiebewerking (CNC-frezen, slijpen en draad-EDM). Getalenteerde mallenmakers passen, monteren en stellen hun werk zorgvuldig tot in perfectie en met precisie.
7. Proefstempelen & Fijnafstellen: De waarheid zit in het stansen
De afgewerkte matrijs wordt vervolgens serieus getest op een pers:
Eerste productiestukken: De eerste onderdelen worden nauwkeurig gemeten volgens de tekening.
Problemen oplossen: Reageren op problemen zoals afwijkende afmetingen, bramen, uitwerpproblemen of gereedschapsafdrukken.
Fijnafstellen: Fijnafstellen van stansen, matrijzen, veren of toevoer om kwaliteit te garanderen in elk belangrijk onderdeel.
Inhoudsopgave
- 1. Productanalyse & haalbaarheid: Het cruciale startpunt
- 2. Stripindeling & Procesplanning: Het uitstippelen van de weg
- 3. Ontwerp van de matrijsstructuur: Het opbouwen van het kader
- 4. Gedetailleerd componentontwerp: Precisie-engineering
- 5. Simulatie en validatie: Testen voordat er in staal wordt gesneden
- 6. Fabricage & Assemblage: Ontwerp tot leven wekken
- 7. Proefstempelen & Fijnafstellen: De waarheid zit in het stansen