
Современное производство основано на прецизионных штамповочных матрицах, которые являются незамеченными героями. Они превращают простые металлические листы в сложные компоненты большими объёмами, которые окружают нас повсюду — в электронике и бытовых приборах, автомобильной промышленности и медицинских устройствах. Однако проектирование матрицы, способной обеспечить повторяемую точность в несколько микрон, представляет собой многоэтапный инженерный процесс. Мы раскроем весь процесс проектирования в одном обзоре.
1. Анализ изделия и оценка осуществимости: Критическая отправная точка
Путь начинается не с матрицы, а с детали. Чертёж компонента подвергается тщательному анализу инженерами:
Геометрия: Оценка сложности, критических размеров, допусков и возможных проблем формовки (глубокая вытяжка, резкие изгибы).
Материал: Свойства материала (прочность, пластичность, толщина, направление волокон) определяют усилия на оснастку и износ.
Объем: Ожидаемые объемы производства влияют на выбор материала для конструкции матрицы (стандартная или закаленная инструментальная сталь).
Техническая осуществимость: Возможно ли штампование детали? Соответствуют ли допуски? На этом этапе возможные проблемы выявляются заблаговременно.
2. Раскладка полосы и планирование процесса: Определение маршрута
Каким будет механизм перемещения детали в матрице? Этот шаг устанавливает порядок работы:
Раскладка полосы: схема оптимального размещения деталей на металлической ленте для минимизации отходов (обрези) и обеспечения плавной подачи. Это отображается с помощью направляющих отверстий, несущих перемычек и плотной компоновки.
Последовательность операций: порядок выполнения операций — пробивка (отверстия), вырубка (внешний контур), гибка, формовка, вытяжка, калибровка и т.д. Каждой операции соответствует станция оборудования в матрице.
Количество станций: компромисс между сложностью, количеством деталей и стоимостью/размером матрицы. В пошаговых матрицах большинство операций выполняется последовательно по мере прохождения ленты.
3. Конструирование структуры матрицы: Создание основы
Процесс отображается, и как только он завершен, инженеры разрабатывают физическую конструкцию матрицы:
Матричные комплекты: выбор стандартных или нестандартных верхних (пуансонов) и нижних (матриц) комплектов с идеальной посадкой направляющих пальцев/втулок.
Конструкция плит и основания: как проектировать плиты, на которых будут крепиться компоненты, и как обеспечить их способность выдерживать значительные нагрузки без деформации.
Размещение компонентов: пуансоны, матрицы, пружины, подъёмники, датчики и направляющие должны находиться в правильных положениях внутри конструкции для лучшей работы и доступности.
4. Подробное проектирование компонентов: инженерная точность
Здесь, на уровне микроточной точности:
Проектирование пуансонов и матриц: разработка конкретных и достаточных геометрических параметров для резки кромок, формовки, включая необходимые зазоры (примерно 5–15 процентов от толщины материала с каждой стороны на кромках реза), радиусы и параметры шероховатости поверхности. Разрушение предотвращается путем расчета прочности.
Инкубация инструмента: Подготовка пуансонов, матриц, подушек и вставок, которые будут использоваться при гибке и формировании более сложных форм, с учетом упругого последействия (склонности материала немного закручиваться после гибки).
Выбор пружин и подъёмников: Подбор подходящих пружин (сжатия, азотных) для обеспечения давления на съёмник, выброс детали и возврат кулачков, чтобы освобождение детали было надёжным.
Штифты и винты: Определение размеров и размещение для указания, где детали должны быть закреплены и как они должны располагаться друг относительно друга надёжным образом.
5. Моделирование и проверка: Тестирование до начала обработки стали
Современный дизайн использует вычислительные возможности программного обеспечения для прогнозирования и предотвращения проблем:
Моделирование формовки (МКЭ): Воспроизведение течения металла в процессе формовки/вытяжки для определения возможных разрывов, складок или утонения. Позволяет оптимизировать геометрию до начала изготовления инструментов.
Анализ напряжений: включает подтверждение того, что детали штампа могут выдерживать ожидаемые усилия при штамповке без разрушения или чрезмерного прогиба.
Проверка траектории: убеждение в отсутствии столкновения между пуансоном и матрицей по всей длине хода пресса.
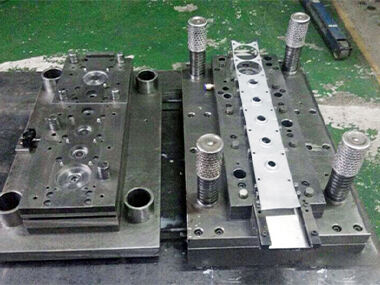
6. Производство и сборка: воплощение проекта в жизнь
Конструкции изготавливаются из закалённой стали с использованием точной обработки (фрезерование с ЧПУ, шлифовка и электроэрозионная обработка). Опытные мастера по изготовлению штампов тщательно подгоняют, собирают и точно настраивают свои изделия.
7. Пробная штамповка и точная настройка: истина — в результате штамповки
Готовый штамп затем проходит серьёзное испытание на прессе:
Первые образцы: первые детали тщательно измеряются по чертежу.
Устранение неисправностей: решение проблем, таких как отклонения размеров, заусенцы, проблемы с выбросом деталей или повреждения инструментом.
Точная настройка: корректировка пуансонов, матриц, пружин или подачи, чтобы обеспечить высокое качество каждой важной детали.
Содержание
- 1. Анализ изделия и оценка осуществимости: Критическая отправная точка
- 2. Раскладка полосы и планирование процесса: Определение маршрута
- 3. Конструирование структуры матрицы: Создание основы
- 4. Подробное проектирование компонентов: инженерная точность
- 5. Моделирование и проверка: Тестирование до начала обработки стали
- 6. Производство и сборка: воплощение проекта в жизнь
- 7. Пробная штамповка и точная настройка: истина — в результате штамповки