
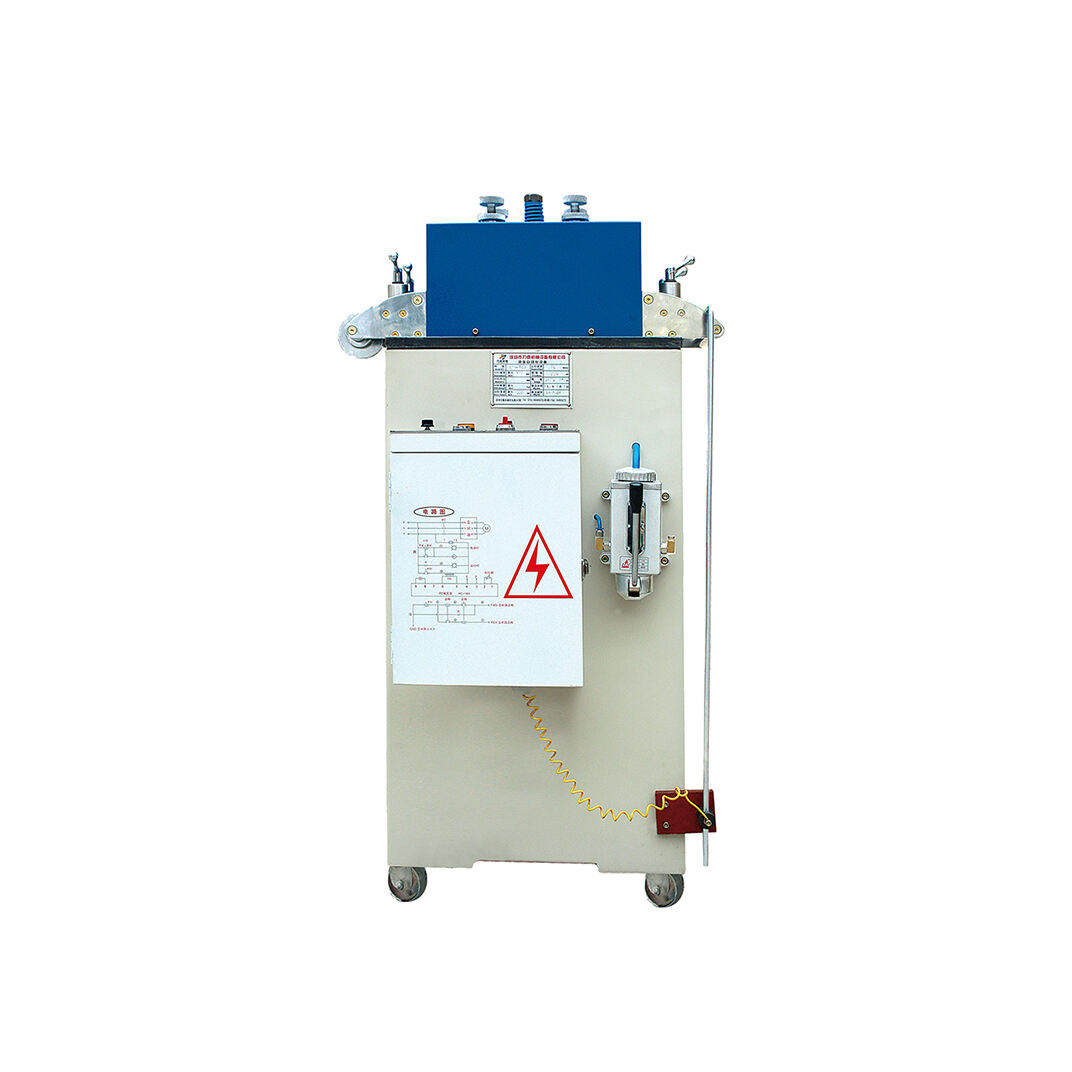



СНЛ серија прецизна равна машина је погодна за метал лист метал материјал, материјал дебљине распон од 0.1-0.6 мм
Поделите
За материјале различитих дебљина, употреба континуиране перфорације
Ради заједно са машином за отварање за аутоматску производњу
Може се прилагодити
Опис производа
Особност:
1. у вези са Ова серија машина за исправљање специјално је дизајнирана од стране наше компаније за производњу танких материјала који захтевају високо прецизно бушење. Добро је познато да је без изравњавања и елиминације стреса немогуће произвести добре производе, тако да перформансе машине за изравњавање играју кључну улогу у производњи.
2. Уколико је потребно. Родник за изравњавање и помоћни родник за корекцију ове машине направљени су од увозене СУЈ2, топлотно обрађене до ХРЦ60 °, измешане након наплављења тврдим хромом, обезбеђујући равноправан тврди слој хрома и толеранцију облика сваке огре.
3. Уколико је потребно. Регулација нивелирања ове машине усваја плавајући четвороточни балансни фини уред за регулисање, опремљен бројачем, који брзо може пронаћи тачку нивелирања.
4. Уколико је потребно. Свако корекционо колесо прецизне корекцијске машине серије С опремљено је поморским колесом за изравњавање како би се осигурало да се не савија или деформише током производње, чиме се побољшава квалитет равности производа.
5. Појам Доњи помоћни ваљак је фиксиран, што повећава крутост доњег точкова и спречава деформацију под стресом.
6. Уколико је потребно. Горњи помоћни ваљак је плутајућег типа, да би се добили различити притисци по потреби, јачајући чврстоћу и трајање живота ваљка и побољшавајући захтеве за равна површина плоче.
7. Предајни зглобови примењују марење уља принудног циркулације како би се смањило зношење зглобова и могу дуго радити под условима високе температуре.
8. Уколико је потребно Механизам преноса примењује независан синхронни пренос за сваки ролер за нивелирање, смањујући акумулисану толеранцију наступа изазване преносом зрна и побољшавајући захтеве за равноћу плоче.
9. Додавање система за подмазивање продужава живот машине и омогућава машине да дуго ради у стабилном стању.
десет. Због разлика у материјалу, ширини и дебљини, нема јединствене нумеричке референце. Стога се препоручује да се мали део материјала за испитивање коригира пре масовне производње, а континуирана производња након постизања жељеног ефекта.
11. Универзални заједнички пренос енергије, производи високих перформанси од алуминијума и нерђајућег челика.
Увод:

·Глава исправљача
1. у вези са Глава машине усваја паралелни дизајн ваљка, са укупно 21 ваљка за прецизну корекцију, 10 на врху и 11 на дну.
2. Уколико је потребно. Користећи четворопоновну фину подешавање, погоднији је за обраду високопрецизних производа. Унадавање и излаз користе четвороточко независно притисак на регулисаном притиску, ефикасно спречавајући одступање материјала и деформацију.
3. Уколико је потребно. Материјални ролови за подршку користе не-наводне галванизоване ролове, формиране као цели јединицу, са површином која је отпорна на огреб и абразију. Механички лежаји се користе за флексибилно и трајно ротација.
4. Уколико је потребно. Користи се ручни токови од ливеног гвожђа, третирани површинским електропластирањем, који представљају најтрадиционалнији тип ручног токова.
5. Појам Заштитни поклопци су постављени са обе стране секције преноса за заштиту, опремљени прозорцима за лако посматрање.
·Правововодни ролер
1.Корекциони ваљци су израђени од чврстог кочијег челика, са средњој фреквенцијској задебљивањем за гасирање, што обезбеђује тврдоћу површине не мању од HRC58, што осигурава трајност материјала.
2. Уколико је потребно. Користи се кован кругљи челик GCr15, који се подвршава прегревању (сфероизирању одгревања), затим окретању, фрезирањем, средњој фреквенцији, хладном стабилизацијом грубог шлифкања, прецизном шлифкању и коначно електропла То максимизује прецизност, концентричност, глаткоћу и тврдоћу, продужујући животни век корекционих ваљача.

·Предајни уређај
Процес обраде зуба укључује следеће кораке: обрада зуба у праху - обрада површине зуба - топлотна обрада - шлифовање површине зуба. Пусто је углавном ковано, подвргнуто одгајању како би се побољшала његова обрадна способност за сечење. Након цртања дизајна зуба, врши се груба обрада, а затим полуокончана, окретање, ваљање и копање зуба како би се постигла основна формација зуба. Затим се врши топлотна обработка како би се побољшала механичка својства. У складу са захтевима пројектних цртежа, врши се коначна прецизна обрада, прецизирајући стандарде и профиле зуба. Овим процесима, наша опрема достиже степен 6, показујући високу отпорност на зношење, високу чврстоћу и дугу трајност.
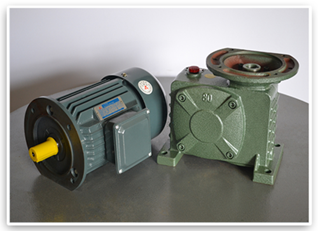
·Секција за енергију
1. у вези са Употребљавамо вертикални редуктор за редукцију 80-модела, користећи његов конвертор брзине предавника да би смањили брзину ротације мотора на жељени ниво, чиме се постиже механизам са већим крутним моментима.
2. Уколико је потребно. Наш избор је вертикални мотор познат по ниским вибрацијама и низом буке. Његов фиксни део ротора има чисте бакарне намотке, што нуди десет пута дужи животни век од обичних намотака. Поред тога, на оба краја су постављени лопатице, што осигурава минимално тријање и ниже температуре.


·Електричка контролна кутија
1. у вези са Употреба релеја од сребрне легуре са свемирним катуљама и сигурносним базама за отпорну на пламен за дуготрајну издржљивост.
2. Уколико је потребно. Употреба сигурносно заштићених регулисаних релеа за кашњење кола са контактима од сребрне легуре и вишеструким дијаловима да би се задовољили различити захтеви за кашњење.
3. Уколико је потребно. Превлачичи имају клизне контакте са самочишћењем. Нормално отворени и нормално затворени контакти користе одвојену изолациону структуру за биполарно функционисање, опремљену антиротационим позиционирањем и анти-опуштајућим монтажним подушкема.
4. Постављање Користећи самопоновно постављање плоских дугмета са лаким и гмиљим силом, умереним притиском на тастеру и модуларном комбинацијом. Контактне тачке користе композитне тачке на бази кетона са јаком проводљивошћу, способне да носе велике струје и имају животни век до 1 милион циклуса.
·Показач бројача, пумпа за уље
1. Постављање Интегрисали смо ручну пумпу за уље за брзу испоруку уља, што олакшава рад. Увозена масла за печати обезбеђују минимални ризик од цурења, док увезене пружине ефикасно одупиру деформацији и старењу.
2. Постављање Наш комплет укључује челични број са прецизним радом, упарен са покривачем од стакла за прашину и унутрашњим бакарним комплетом. Бакарни покрет осигурава стабилност у структури и прецизно мерење.
Параметр:
| Модел | СНЛ-100 | СНЛ-200 | СНЛ-300 |
| Максимална ширина (мм) | 100 | 200 | 300 |
| Дебљина у мм | 0.1-0.6 | 0.1-0.6 | 0.1-0.6 |
| Брзина (м/мин) | 15 | 15 | 15 |
| Мотор (ХП) | 0,5 ХП×4П | 1ХП×4П | 1ХП×4П |
| Дијаметар ролка за исправљање (мм) | φ18 | φ18 | φ18 |
| Количина ролка за исправљање (ПЦ) | 10/11 (горња/нижа) | 10/11 (горња/нижа) | 10/11 (горња/нижа) |
| Димензије (м) | 0.85×0.8×1.3 | 0.85×0.8×1.3 | 1.05×0.8×1.3 |