СПС серија прецизна машина за исправљање катуља: прецизно израмњавање металног листа за дебљину материјала
Поделите
За материјале различитих дебљина, употреба континуиране перфорације
Ради заједно са машином за отварање за аутоматску производњу
Може се прилагодити
Опис производа
Особност:
1. у вези са Ова серија машина за исправљање је специјално дизајнирана од стране наше компаније за прецизно бушење танких металних производа. Широко је познато да без изравњавања и олакшавања стреса, немогуће је произвести висококвалитетне производе. Стога, перформансе машина за исправљање играју кључну улогу у производњи.
2. Уколико је потребно. И роли за изравњавање и коригирање помоћних ролица ове машине направљени су од увозених СУЈ2, топлотно обрађени до ХРЦ60 °, мели након тврде хромске покривености како би се осигурали једнаки тврди слојеви хрома и толеранције облика за сваку ва
3. Уколико је потребно. Регулација нивелирања ове машине користи плавајући четвороточни механизам за фино регулисање, опремљен дијалом, који омогућава брзу идентификацију тачака нивелирања.
4. Уколико је потребно. Ова машина користи универзални косовни пренос и троструки пуни пренос, погодан за производе са високим захтевима за прецизност исправљања.
5. Постављање Поред ваљака за исправљање, додавање вођних ваљака додатно повећава прецизност тиме што врши притисак ваљања на материјал.
6. Постављање Цела машина користи високопрецизне лежајеве и побољшани систем подмазивања како би се продужио животни век.
7. Постављање Сваки корекциони точак прецизне исправљачке машине серије С опремљен је помоћним точковима за изравњавање како би се осигурало да се не догоди савијање или деформација током производње, чиме се побољшава квалитет равне плочине производа.
8. Постање И горњи и доњи помоћни ваљци су фиксирани, што повећава крутост ваљка и спречава деформацију под напором.
9. Постављање Механизам за пренос троструког преклапа независно синхронно покреће сваки ваљак за нивелирање, смањујући акумулацију толеранције на повратне реакције узроковане преносом једног зупца и побољшавајући захтеве за равналост плоча.
десет. Због варијација у материјалу, ширини и дебљини, нема јединствене нумеричке референце. Стога је препоручљиво прво исправити мали део материјала пре континуиране производње када се постигне жељени ефекат.
11. Најразноврснији прецизни машиноправилац на располагању.
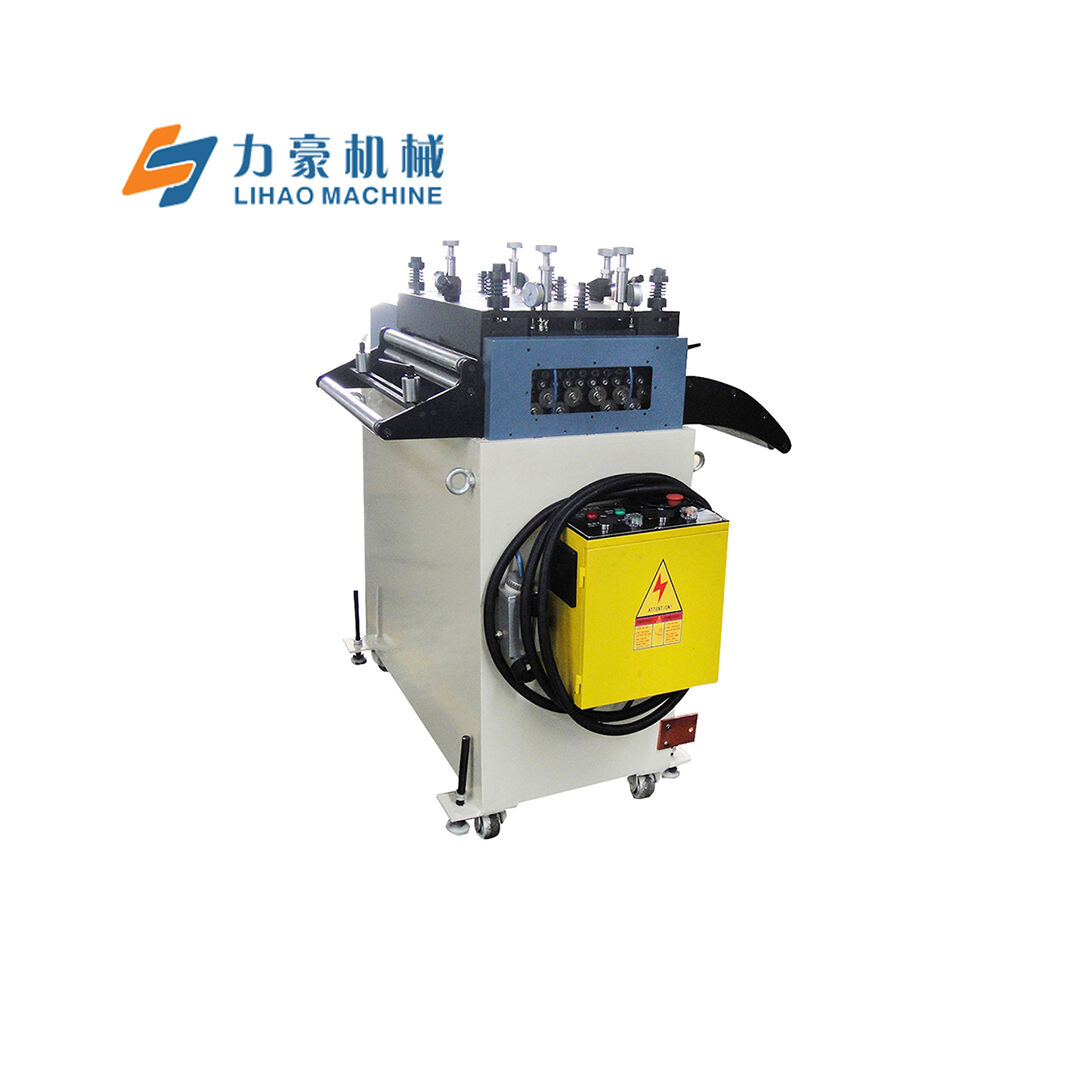
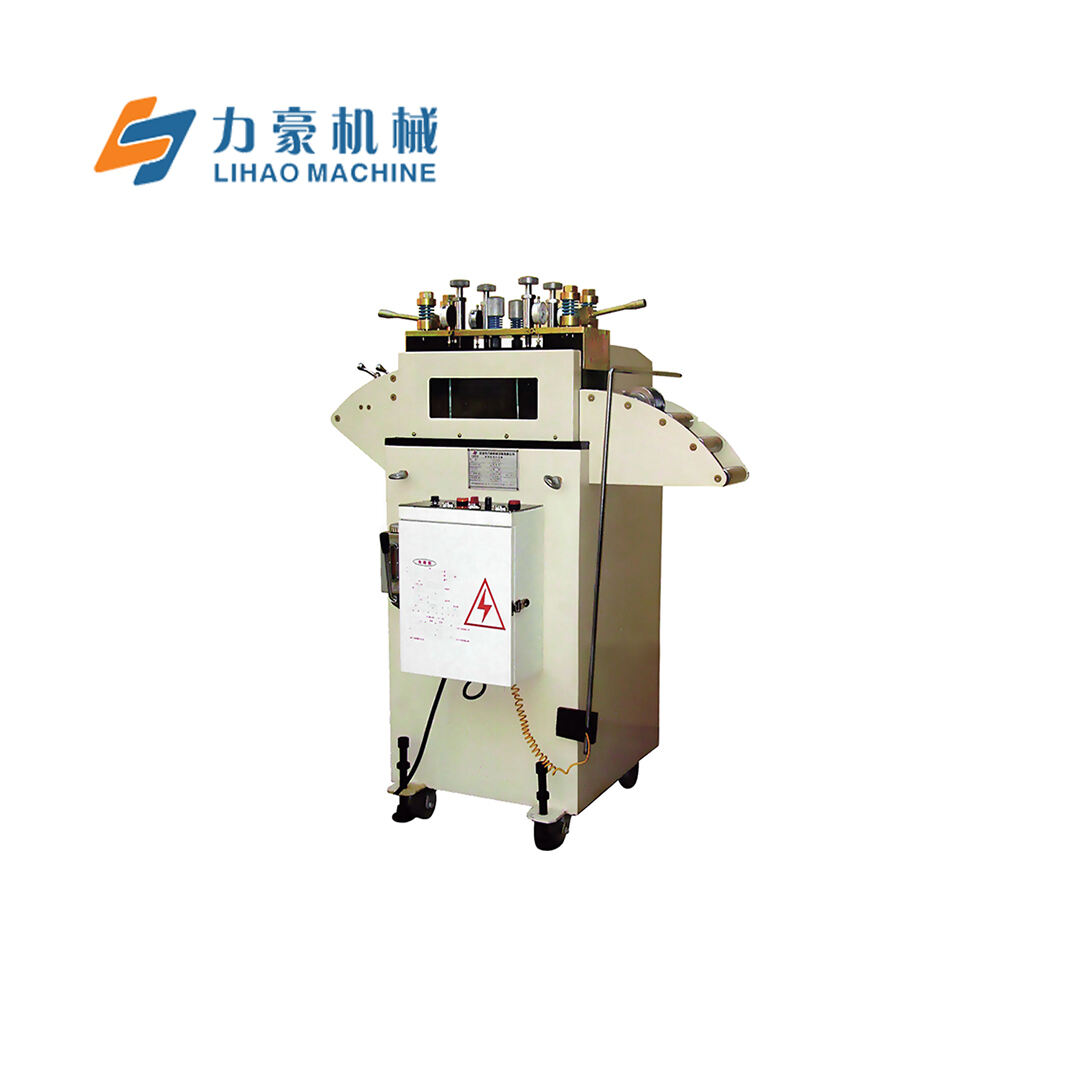
Увод:
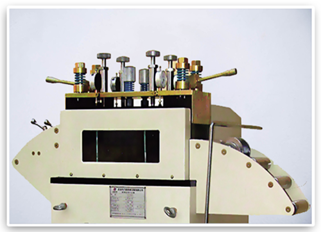

·Глава исправљача
1. у вези са Глава машине усваја паралелни дизајн ваљка, са укупно 19 ваљка за прецизну корекцију, 9 на врху и 10 на дну.
2. Уколико је потребно. Користећи четворопоновну фину подешавање, погоднији је за обраду високопрецизних производа. Унадавање и излаз користе четвороточко независно притисак на регулисаном притиску, ефикасно спречавајући одступање материјала и деформацију.
3. Уколико је потребно. Материјални ролови за подршку користе не-наводне галванизоване ролове, формиране као цели јединицу, са површином отпорном на огреб и абразију. Механички лежаји се користе за флексибилно и трајно ротација.
4. Уколико је потребно. Користи се ручни токови од ливеног гвожђа, третирани површинским електропластирањем, који представљају најтрадиционалнији тип ручног токова.
5. Појам Заштитни поклопци су постављени са обе стране секције преноса за заштиту, опремљени прозорцима за лако посматрање.
·Правоволазни ваљак
1. у вези са Роли за исправљање израђени су од чврстог кочијег челика, обрађени процесом густираног електропластера након средње фреквенције. Површинска тврдоћа није мања од HRC58, што осигурава трајност материјала.
2. Уколико је потребно. Користи се кован кругљи челик ГЦр15, подвргнут прегревању (сфероизирајући одгревање), затим окретању, фрезирањем, средњој фреквенцији, грубом шлифкањем за хладну стабилизацију, прецизном шлифкању и коначно електроплатира Овај свеобухватни процес максимизује прецизност, концентричност, глаткост и тврдоћу, чиме се продужава живот рада исправљање ваљци.


·Предајни уређај
Процес обраде зуба укључује следеће кораке: обраду зуба у праху - обраду површине зуба - топлотну обраду - шлифовање површине зуба. Пусто је првенствено ковано, подвргнуто нагњењу како би се побољшала његова обрадна способност за сечење; следећи цртеже за дизајн опреме, врши се груба обрада, а затим полуовршавање, окретање, варење и ковање опреме за постизање основне формације опреме. Затим се врши топлотна обработка како би се побољшала механичка својства. У складу са захтевима пројектних цртежа, врши се коначна прецизна обрада, прецизирајући стандарде и профиле зуба. Овим процесима, наша опрема достиже степен 6, показујући високу отпорност на зношење, високу чврстоћу и дугу трајност.
·Секција за енергију
1. у вези са Увеђење вертикалног редуктора 80-модела црвених зуба, користећи преобраћач брзине зуба како би се смањила брзина ротације мотора на захтеван ниво, чиме се постиже механизам са повећаним крутним моментима.
2. Уколико је потребно. Употребљавање вертикалног мотора познат по минималним вибрацијама и нивоима буке. Стационарни део ротора има чисту бакарну кату, која има десет пута дужи животни век од стандардних катула. На оба краја су постављени лотари са куглама, што резултира смањењем тријања и температуре.


·Електричка контролна кутија
1. у вези са Узимамо релеје од сребрне легуре са свемирним намотама, смештене у сигурносној бази која се не може запалити, што осигурава дугу трајност.
2. Уколико је потребно. Употреба сигурносно заштићених регулисаних релеа за кашњење кола са контактима од сребрне легуре и вишеструким дијалонима да би се задовољили различити захтеви за кашњење.
3. Уколико је потребно. Превлачичи имају клизне контакте са самочишћењем. Нормално отворени и нормално затворени контакти користе одвојену изолациону структуру за биполарно функционисање, опремљену антиротационим позиционирањем и анти-опуштајућим монтажним подушкема.
4. Уколико је потребно. Користимо саморесетирајуће плоске дугме са лаком и подвижном силом, умереним притискањима тастера и модуларном структуром комбинације. Контактне тачке користе композитне тачке на бази кетона са јаком проводношћу, способне да носе велике струје и имају животни век до 1 милиона циклуса.
·Показач бројача, пумпа за уље
1. у вези са Употреба ручне пумпе масти за брзу и лако испоруку уља. Увозени запечатачи за уље се користе да би се спречило цурење уља, док увозене пруге не деформишу и не старе.
2. Уколико је потребно. Употреба челичног индикатора са прецизно дизајнираном лицом, стаклом против прашине и унутрашњом бакарном уставком. Метар има бакарно језгро за стабилност и прецизно мерење.
Параметр:
| Модел | СПС-150 | СПС-200 | СПС-300 | СПС-400 |
| Ширина катуља (мм) | 150 | 200 | 300 | 400 |
| Дебљина (мм) | 0.2-1.5 | 0.2-1.5 | 0.2-1.3 | 0.2-1.2 |
| Брзина (м/мин) | 16 | 16 | 16 | 16 |
| Мотор (ХП) | 1ХП×4П | 2ХП×4П | 2ХП×4П | 3ХП×4П |
| Стручни ваљак (мм) | φ24 | φ24 | φ24 | φ24 |
| Количина грубог ваљка (ПЦ) | 9/10 (Врх/доље) | 9/10 (Врх/доље) | 9/10 (Врх/доље) | 9/10 (Врх/доље) |
| Прецизни ваљак (мм) | φ30 | φ30 | φ30 | φ30 |
| Прецизна количина (ПЦ) | 10/11 (горња/нижа) | 10/11 (горња/нижа) | 10/11 (горња/нижа) | 10/11 (горња/нижа) |
| Димензија (М) | 1.1×0.8×1.4 | 1.1×1.3×1.4 | 1.1×1.4×1.4 | 1.1×1.5×1.4 |