



SSP серија S тип прецизни метални равналац: Нивовање металне намотачке погодно за дебљину материјала од 0,2mm-1.0mm
Поделите
За материјале различитих дебљина, употреба континуиране перфорације
Ради заједно са машином за отварање за аутоматску производњу
Може се прилагодити
Опис производа
Особност:
1. у вези са Машина за брзу подају и исправљање типа С је неопходан уређај за постизање синхронне подаје са перфорационом машином. Контролише брзину напајања кроз преобраћач фреквенције. Материјал улази у перфорациону машину кроз буферски прстен. Операција хране контролисана је фотоелектричким прекидачима за заустављање, покретање, убрзавање или успоравање, обезбеђујући синхронизацију са перфорационом машином.
2. Уколико је потребно. Ова серија машина за исправљање представља надоградљену верзију наших машина за исправљање S-серије, посебно дизајнираних за прецизно бушење танких производа од лима. Широко је познато да без изравњавања и олакшавања стреса, немогуће је произвести висококвалитетне производе. Стога, перформансе машина за исправљање играју кључну улогу у производњи.
3. Уколико је потребно. Роли за изравњавање се производе користећи увозене SUJ2, топлотно обрађене до HRC60, измешане након наплављења тврдим хромом како би се осигурали једнаки слојеви тврдог хрома и толеранције облика за сваку ваљу.
4. Уколико је потребно. Уређивање нивелирања ове машине користи плавајући четвороточни уређај за фино подешавање рампе, што омогућава брзу идентификацију тачака нивелирања.
5. Појам Цела машина користи прецизне лежајеве како би се продужио њен животни век.
6. Уколико је потребно. Због варијација у материјалу, ширини и дебљини, нема универзалне нумеричке референце. Стога се препоручује да се прво исправи мали део материјала пре континуиране производње када се постигне жељени ефекат.
7. Група преносног звена ове машине је постављена изван тела машине за погодно марење уља, обезбеђујући безбедност оператера и пружајући ефикасну заштиту.
Увод:
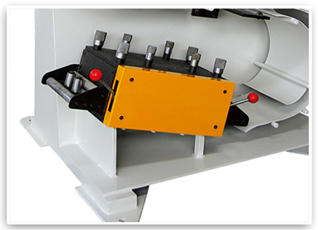

·Глава за израмњивање
1. у вези са Глава машине је дизајнирана са паралелним ваљцима, са укупно 11 ваљка за прецизну корекцију, 5 на врху и 6 на дну.
2. Уколико је потребно. Употреба четворопоновног финог подешавања, што га чини погоднијим за обраду високопрецизних производа. Унадавање и излаз користе четвороточко независно притисак на регулисаном притиску, ефикасно спречавајући одступање материјала и деформацију.
3. Уколико је потребно. Материјални ролови за подршку користе не-наводне галванизоване ролове, формиране као једна јединица, са површином отпорном на огреб и абразију. Механички лежаји се користе за флексибилно и трајно ротацију.
4. Уколико је потребно. Коришћење ручних токова од ливеног гвожђа, третирани гасним гасом, који представља најтрадиционалнији тип ручног токова.
5. Појам Заштитни поклопци су постављени са обе стране секције преноса за заштиту, опремљени прозорцима за лако посматрање.
·Руда за изнижавање
1. у вези са Корекциони ваљци су израђени од чврстог кочијег челика, подвргнутих обради са густиним електропластирањем након средње фреквентне обраде, обезбеђујући тврдоћу површине не мању од HRC58 како би се гарантовала трајност материјала.
2. Уколико је потребно. Користи се кован кругљи челик GCr15, који се подвршава прегревању (сфероизирању одгревања) након чега следи окретање, фрезирање, средња фреквенција обраде, грубо шлифовање за хладну стабилизацију, прецизно шлифовање и на крају електропластирање Овај процес максимизује тачност, концентричност, глаткоћу и тврдоћу, чиме се продужава животни век корекционих ролера.


·Превођач
Процес производње опреме обухвата неколико фаза: грубовање опреме, обраду површине зуба, топлотну обраду и завршну обработу површине зуба. Процес грубог обрађивања углавном користи коване, које се нормализују како би се повећала обрабљивост и олакшало сечење. Након спецификација за дизајн зуба, врши се груба обрада, а затим полуокончана, окретање, ваљање и обликовање зуба како би се постигао основни облик зуба. Затим се топлотна обработка примењује како би се побољшала механичка својства. У складу са захтевима пројекта, врши се завршна завршна обработка, укључујући рафинирање референтних тачака и зубних профила. Овим процесима, наши зубрићи постижу степен 6, што показује високу отпорност на зношење, чврстоћу и дуговечност.
·Секција за енергију
1. у вези са Употреба вертикалног редуктора 80-ти тип црвених зуба, који користи конверзију брзине зуба како би смањио брзину ротације мотора (мотора) на жељени ниво, чиме се постиже повећани торк у механизму.
2. Уколико је потребно. Коришћење вертикалног мотора познат по својим минималним вибрацијама и нивоима буке. Фиксирани део ротора има чисте бакарне намоте, које пружају живот десет пута дуже од стандардних намота. Глобални лежаји су постављени на оба краја како би се смањило тријање и одржале ниске температуре.

·Електричка контролна кутија
1. у вези са Користи сребрне легуре са све бакарним катуљама и сигурносним базама за дуготрајну издржљивост.
2. Уколико је потребно. Увезује безбедно заштићене релеје за кашњење кола са контактима од сребрне легуре и вишестепеничким бројевима да би се прилагодили различитим опсеговима кашњења.
3. Уколико је потребно. Узима прекидаче са клизне контакте, нуди функцију самочишћења. И обично отворени и обично затворени контакти имају одвојену изолациону структуру, што омогућава рад на различитим половима. Додатно, опремљени су антиротационим позиционирањем и анти-опуштајућим монтажним пломбама.
4. Уколико је потребно. Укључује саморесетирајућа плоска дугме са лаком силом за покретање и умереним притиском. Контактне тачке користе композитни материјал на бази кетона, који пружа снажну проводност и способан је да носи високе струје са животном временом до 1 милион циклуса.
Параметр:
| Модел | SSP-200 | ССП-300 | ССП-400 | ССП-500 |
| Моторна снага | 1,5КВт | 1,5КВт | 2.2КВт | 2.2КВт |
| Максимална ширина | 200 мм | 300 мм | 400 мм | 500 мм |
| Дебљина материјала | 0,2-1,0 мм | |||
| Брзина изласка материјала | 0-70м/мин | |||
| Правилни ваљак | φ30Х11, горе 5/доле 6 | |||
| Предњи и задњи ваљци за вучење материјала | φ72Х2 | |||