

СТС серија Двоструко-степени прецизни равналац дебелих плоча: Нивелирање металног листа за дебљину материјала
Опис производа
Особност:
1. у вези са Ова серија машина за исправљање је посебно дизајнирана за средње дебљине материјалне производе који захтевају високо прецизно штампање. Као што је познато, немогуће је произвести добре производе без изравњавања намота и елиминисања напетости, тако да перформансе машине за исправљање играју кључну улогу у производњи.
2. Уколико је потребно. Због различита кривишта материјала у различитим тачкама, један распоред ролле за исправљање не може да испуни захтеве за високо прецизно исправљање. Лихао СТС серија иновативно усваја концепт грубог исправљања са великим руловима и финог исправљања са малим руловима, са различитим аранжманима, користећи грубо исправљање да би се произвел један лук у намотку и затим исправљајући га финим исправ
3. Уколико је потребно. Роли за изравњавање и помоћне роли за исправљање ове машине су сви направљени од увозених СУЈ2, топлотно обрађени на ХРЦ60 °, мли, а затим мли после тврде хромске покривености како би се осигурало равноправно тврдо хромско слој и толе
4. Уколико је потребно. Грубо исправљање ове машине користи црвени зуб и црв синхронни механизам притискања, опремљен процентном мерилом, који брзо може пронаћи тачку изравњавања.
5. Појам Фино исправљање подешавање изнижавања ове машине усваја плутајући четвороточкове баланс фино подешавање уређај, опремљен са процентном мерилом, који може брзо пронаћи тачку изнижавања.
6. Уколико је потребно. Ова машина има универзални спојни погон, са пуним погонским погоном, погодан за производе који захтевају високу тачност исправљања.
7. Поред ролца за исправљање, додавање материјалних вођских токова додатно побољшава тачност тиском на материјал.
8. Уколико је потребно Свака ролка за исправљање прецизне машине серије С опремљена је поморским роликама за изрављање како би се осигурало да се не деформише у току производње, чиме се побољшава квалитет равности производа.
9. И горњи и доњи помоћни ваљци су фиксирани како би се повећала крутост горњих и доњих ваљци и спречила деформација под силом.
десет. Због разлика у материјалу, ширини траке и дебљини, нема јединствене нумеричке референце. Стога се препоручује да се мали део материјала за исправљање узме пре масовне производње и да се производња настави након постизања жељеног ефекта.
Увод:
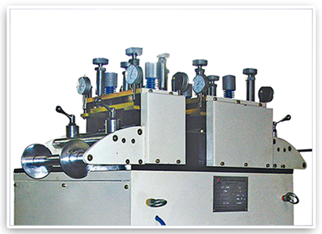

·Глава за израмњивање
1. у вези са Глава машине усваја паралелни дизајн ваљка, са укупно 15 прецизних ваљка за исправљање, 7 на врху и 8 на дну.
2. Уколико је потребно. Користећи систем финог подешавања у четири тачке, погоднији је за обраду високопрецизних производа. Улазни и излазни материјали регулишу се независним ролицима за исхрану са четири тачке регулисаним притиском, што ефикасно спречава одступање и деформацију материјала.
3. Уколико је потребно. Ролери за подршку материјала усвајају не-наводне галванизоване барабанске конструкције, са интегрисаним материјалним лијечењем, пружајући отпорност на огребање и абразију. Обуђени механичким лежајима, они пружају флексибилну ротацију и дуготрајну издржљивост.
4. Уколико је потребно. Са ливеним ручним током са обрадом површине електропластирањем, представља најтрадиционалнији тип ручног тока.
5. Појам Заштитни поклопци су постављени са обе стране трансмисионског дела, опремљени прозорцима за удобно посматрање.
·Унивелирање точкова
1. у вези са Роли за исправљање направљени су од чврстог кочијег челика, подвргнути су дебелом обради са електропластирањем након средње фреквенције обраде, обезбеђујући тврдоћу површине не мању од HRC58 како би се гарантовала трајност материјала.
2. Уколико је потребно. Кован из ГЦр15 округлог челика, материјал се подвршава прегревању (сфероизирању одгревања), затим окретању, фрезирањем, средњој фреквенцији обраде, грубом шлијепком, хладном стабилизацијом, прецизном шлијепком и коначно електро Овај процес максимизује прецизност, концентричност, глаткоћу површине и тврдоћу, чиме се продужава живот ролка за исправљање.


·Предајни уређај
Процес производње опреме укључује следеће кораке: брусно очишћење опреме - обрада површине зуба - топлотна обрада - шлифовање површине зуба. Очишћење грубог опрема углавном се врши помоћу ковања, које се нормализују како би се побољшао тип обраде резања, што олакшава резање. Након цртања дизајна зуба, обавља се груба обрада, а затим полуокончана, окретање, ваљање и обликовање зуба како би се постигла основна формација зуба. Затим се врши топлотна обработка како би се побољшала механичка својства. Према захтевима пројектовања цртежа, врши се коначна прецизна обрада, прецизирајући референтне стандарде и профиле зуба. Кроз ове процесе, наша опрема може да достигне ниво 6, са високом отпорности на зношење, високом чврстоћом и дугим радним временом.
·Секција за енергију
1. у вези са Узима вертикални редуктор 80-ти тип црвених зуба, користећи преобраћач брзине зуба како би се смањила брзина ротације мотора (мотора) до жељене брзине, и добили механизам са већим крутним моментима.
2. Уколико је потребно. Користи вертикални мотор, са малом вибрацијом и малом буком, где је фиксирани део ротора опремљен чистим бакарним намотама, са животном временом десет пута дужем од обичних намотама, а оба краја су опремљена ложарима за кугле, што резултира ниским тријењем и температу


·Електричка контролна кутија
1. Постављање Користи релеје од сребрне легуре, све бакарне намоте, сигурносне основе за одбацивање пламена, осигуравајући издржљивост и дуготрајност.
2. Постављање Користи безбедно заштићене релеје за одлагање кола, са контактима од сребрне легуре и више опција бројања за испуњавање различитих распона одлагања.
3. Постављање Премичари имају дизајн клизања контакта, опремљени функцијом самочишћења. Нормално отворене и нормално затворене контактне главе имају посебну изоловану структуру, која омогућава биполарну операцију, са антиротационим позиционирањем и анти-ослобођивањем инсталационих плочица.
4. Постављање Прихвата самопостављање дугмаца, лагање, умерено кретање кључа и модуларну структуру комбинације. Контактне тачке користе композитне тачке на бази кетона, које нуде јаку проводљивост и висок капацитет преноса струје, са животом до 1 милион циклуса.
·Показатељ на дијалу, жута пумпа за уље
1. у вези са Узима ручну пумпу масти, пружајући брзу и лако додијељење уља, са увозеним запечатањима уља како би се спречило цурење уља и увозеним пругама отпорним на деформацију и старење.
2. Уколико је потребно. Користи челични процентни метар са прецизног инжењерског циферблата, прашиног стакла, унутрашњог опремљеног бакарним бушицом и опремљен бакарним јездом, обезбеђујући стабилну структуру и тачна мерења.
Параметр:
| Модел | СТС-100 | СТС-200 | СТС-300 | СТС-400 |
| Максимална ширина ((мм) | 150 | 200 | 300 | 350 |
| Дебљина ((мм) | 0.4-2.2 | 0.4-2.2 | 0.4-2.2 | 0.4-2.2 |
| Брзина ((м/мин) | 16 | 16 | 16 | 16 |
| Мотор ((Хп) | 1ХП×4П | 2ХП×4П | 2ХП×4П | 3ХП×4П |
| Корекција грубог пречника | φ45 | φ45 | φ45 | φ45 |
| Број грубих пози | 2/3 ((Нагоре/доле) | 2/3 ((Нагоре/доле) | 2/3 ((Нагоре/доле) | 2/3 ((Нагоре/доле) |
| Прецизни дијаметар Нивелирање | φ34 | φ34 | φ34 | φ34 |
| Прецизни нивелирајући токове | 7/8 ((Нагоре/доле) | 7/8 ((Нагоре/доле) | 7/8 ((Нагоре/доле) | 7/8 ((Нагоре/доле) |
| Димензија (м) | 1.6×1.0×1.5 | 1.6×1.05×1.5 | 1.6×1.15×1.5 | 1.6×1.2×1.5 |