
Сучаснае вытворчасць залежыць ад дакладных штампаваных матрыц, якія з'яўляюцца няведамымі героямі. Яны ператвараюць простыя металічныя лісты ў складаныя кампаненты высокага аб'ёму, якія знаходзяцца паўсюль — у электроніцы і прыладах, аўтамабілях і медыцынскіх прыладах. Аднак распрацоўка матрыцы, здольнай забяспечваць паўтаральную дакладнасць у некалькі мікранаў, з'яўляецца шматэтапавым інжынерным працэсам. Таму мы раскрыем увесь гэты працэс канструявання ў адным аглядзе.
1. Аналіз прадукту і вызначэнне магчымасці: Вызначэнне крытычнага пачатку
Падарожжа пачынаецца не з матрыцы, а з дэталі. Канструкцыя дэталі падвяргаецца шчыльняму аналізу інжынерамі:
Геаметрыя: Ацэнка складанасці, крытычных памераў, дапускаў і магчымых праблем фармавання (глыбокае выцягванне, вострыя згібы).
Матэрыял: Сілы і знос інструментаў даюць інфармацыю аб уласцівасцях (цягавасць, пластычнасць, таўшчыня, напрамак зерна) матэрыялу.
Аб'ём: Перадбачаныя аб'ёмы вытворчасці ўплываюць на выбар матэрыялу для вырабу штампа (стандартная ці закаляённая інструментальная сталь).
Выканальнасць: Ці магчыма выштампаваць дэталь? Ці ўкладваюцца талерансныя памеры? На гэтым этапе рана адзначаюцца магчымыя перашкоды.
2. Размяшчэнне заготовак і планаванне працэсу: Вызначэнне траекторыі руху
Якім будзе механізм руху дэталі ў штампе? Гэты крок вызначае парадак аперацый:
Размяшчэнне заготовак: План ідэальнага размяшчэння дэталей на металапаласе, каб мінімізаваць адходы (лам) і забяспечыць гладкую падачу. Гэта ажыццяўляецца з дапамогай вядучых адтулін, носічных мостыкаў і шчыльнага ўкладвання.
Чаргаванне аперацый: Паслядоўнасць аперацый: пратыкванне (адтуліны), вырубанне (вонкавая форма), згінанне, фармаванне, выцяжка, клеймленне і г.д. Кожнай аперацыі ў штампе адпавядае станок.
Колькасць станоў: кампраміс паміж складанасцю, колькасцю дэталей і коштам/памерам штампа. Паступовымі штампамі шмат якія аперацыі выконваюцца паслядоўна пры руху стрыжня праз штамп.
3. Канструкцыя штампа: стварэнне асновы
Працэс карціруецца, і пасля яго завяршэння інжынеры распрацоўваюць фізічную канструкцыю штампа:
Штампы: выбар стандартных ці нестандартных верхніх (пуансонаў) і ніжніх (матрыц), з ідэальным пасадачным злучэннем направяючых штыфтоў/втулак.
Канструкцыя пліт і падошваў: як распрацаваць пліты, на якіх мацуюцца кампаненты, і як забяспечыць іх здольнасць вытрымліваць вялікія нагрузкі без дэфармацыі.
Размяшчэнне кампанентаў: пуансоны, матрыцы, пружыны, падымальныя механізмы, датчыкі і напрамныя павінны быць у правільных становішчах у канструкцыі для эфектыўнай працы і даступнасці.
4. Дэтальнае праектаванне кампанентаў: інжынерная дакладнасць
Тут, на ўзроўні мікра-дакладнасці:
Канструкцыя пуансона і матрыцы: Удасканаленне спецыфічных, дастаточных геаметрычных параметраў для апрацоўкі краёў, фармавання, у тым ліку неабходныя зазоры (прыкладна 5–15 працэнтаў ад таўшчыні матэрыялу, з кожнага боку рэзаных краёў), радыусы і апрацоўка паверхні. Пракол выключаецца шляхам разліку велічыні цягавой вучыўчасці.
Падрыхтоўка інструмента: Падрыхтоўка пуансонаў, матрыц, падкладак і ўстаўкі для выкарыстання пры гнуткі і стварэнні больш складаных форм, пры гэтым трэба ўлічваць такі эфект, як пружыненне (здольнасць матэрыялу часткова разгортвацца пасля гнуткі).
Выбар пружын і падымальных механізмаў: Падбор адпаведных пружын (ціскавых, азотных) для забеспячэння ціску на адсекальнік, выкід дэталі і вяртання кулачковых механізмаў, каб дэталь надзейна вызвалілася.
Шпонкі і вінты: Вызначэнне памераў і размяшчэння для ўказання таго, як трэба замацоўваць элементы і дзе яны павінны знаходзіцца адносна адзін аднаго для надзейнага злучэння.
5. Мадэляванне і праверка: Тэставанне да таго, як будзе апрацавана сталь
Сучасная канструяванне выкарыстоўвае магутнасць камп'ютарнага праграмнага забеспячэння для прадчування і прадухілення праблем:
Сімуляцыя фармавання (МКЕ): адлюстраванне руху металу падчас аперацый фармавання / выцягвання, каб вызначыць магчымасць разрыву, змяціння ці тоншання. Дазваляе аптымізаваць геаметрыю да пачатку вырабу штампаў.
Аналіз напружанняў: уключае праверку таго, ці здольныя часткі штампа вытрымаць чаканыя нагрузкі пры штампоўцы без пашкоджанняў ці моцнага пругання.
Праверка траекторыі: пераконваемся, што на працягу ўсяго ходу прэса не будзе здушэння паміж пуансонам і матрыцай.
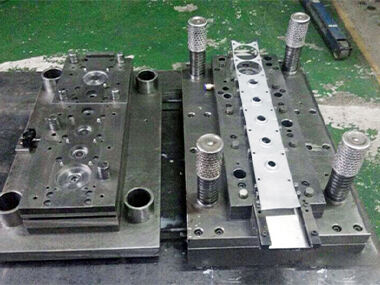
6. Вытворчасць і складанне: рэалізацыя канструкцыі
Канструкцыі вырабляюцца з закалянай сталі з дапамогай высокіх дакладнасці (CNC-фрезарыраванне, шліфаванне і EDM-праволока). Кваліфікаваныя спецыялісты па штампах уважліва падбіраюць, складаюць і дакладна рыхтуюць сваю працу.
7. Прагонка і доўгая рэгуліроўка: праўда ў штампоўцы
Гатовы штамп падвяргаецца сер'ёзнаму выпрабаванню на прэсе:
Першыя вырабы: першыя нуманты ўважліва вымяраюцца па чарцяжы.
Выяўленне і ўсуненне непаладак: рэагаванне на праблемы, такія як адхіленні памераў, зацёкі, праблемы з выштурхоўваннем дэталей ці пазнакі інструмента.
Дараджоўванне: дакладная рэгуляванне пуансонаў, матрыц, пружын ці падачы, каб забяспечыць якасць кожнай важнай дэталі.
Змест
- 1. Аналіз прадукту і вызначэнне магчымасці: Вызначэнне крытычнага пачатку
- 2. Размяшчэнне заготовак і планаванне працэсу: Вызначэнне траекторыі руху
- 3. Канструкцыя штампа: стварэнне асновы
- 4. Дэтальнае праектаванне кампанентаў: інжынерная дакладнасць
- 5. Мадэляванне і праверка: Тэставанне да таго, як будзе апрацавана сталь
- 6. Вытворчасць і складанне: рэалізацыя канструкцыі
- 7. Прагонка і доўгая рэгуліроўка: праўда ў штампоўцы